-
Bahagian pengecap komputer riba
Bahagian pengecap komputer riba kami ialah komp...
-
Bahagian pengecap ketuhar mewah
Bahagian pengecap ketuhar mewah kami ialah komp...
-
Bahagian pengecap komputer besar mewah
Bahagian pengecap komputer besar mewah kami ial...
-
Bahagian bercop kecil untuk komputer riba dan telefon bimbit
Sebagai komponen dalaman yang penting untuk ele...
-
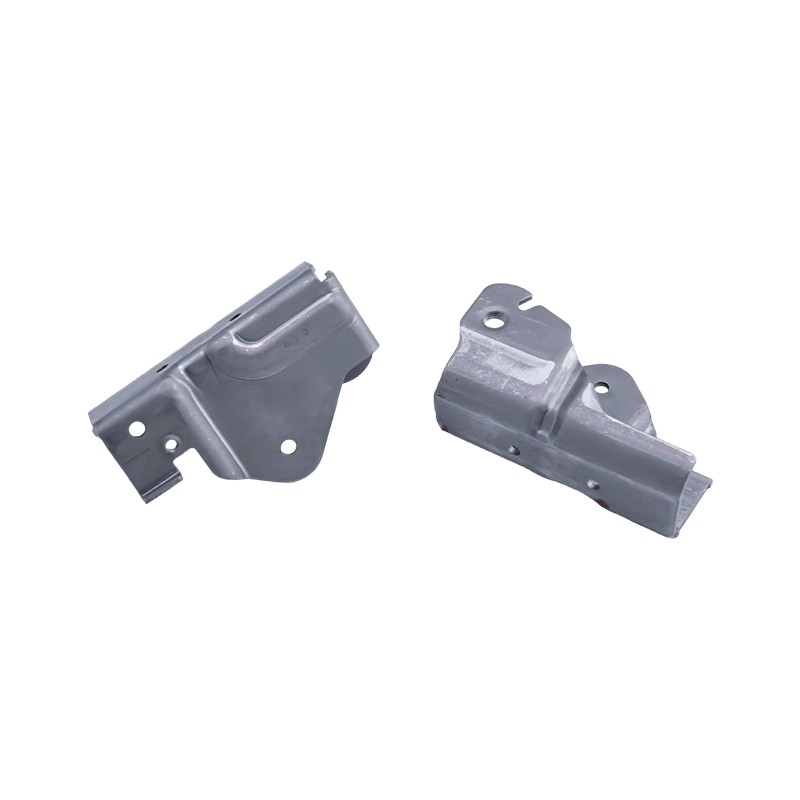
Bahagian pengecap kerusi kereta
Bahagian pengecap kerusi kereta ialah komponen ...
-

Bahagian pengecap perumahan motor automotif
Bahagian pengecap perumahan motor automotif ial...
Berita Industri
Rumah / Berita / Berita Industri / Bahagian Setem Tempat Duduk Automotif: Pembuatan Ketepatan Tinggi, Galas Beban & Pemilihan Bahan
Bahagian Setem Tempat Duduk Automotif: Pembuatan Ketepatan Tinggi, Galas Beban & Pemilihan Bahan
2026-06-04
Panel pintu kereta perlu muat siram dan kelihatan baik. Pengecapan rangka tempat duduk perlu melakukan lebih banyak lagi: ia mesti membawa berat statik penghuni melebihi ratusan ribu kitaran, menyerap daya dinamik brek keras dan jalan kasar, dan menahan geometrinya dengan cukup tepat sehingga tali pinggang keledar berlabuh, mekanisme kerusi malas, dan rel gelongsor semuanya dipasang dan berfungsi dengan betul. Gabungan keperluan struktur, keletihan, dan dimensi itu menjadikan bahagian pengecap kerusi automotif antara komponen yang paling mencabar yang akan dihasilkan oleh stamper logam ketepatan — dan penunjuk yang jelas tentang kedalaman kejuruteraan pengeluar.
Artikel ini mengkaji lima dimensi kejuruteraan yang menentukan sama ada pengecapan rangka tempat duduk berprestasi andal sepanjang hayat perkhidmatan kenderaan: keperluan toleransi, pemilihan bahan, ketepatan cetakan, prestasi beban dan keserasian berbilang kenderaan.

Mengapa Bahagian Cap Tempat Duduk Automotif Menghadapi Toleransi Yang Lebih Ketat Daripada Kebanyakan Komponen Badan
Setem panel badan dinilai terutamanya pada penampilan permukaan dan kesesuaian. Jurang yang 0.5 mm terlalu lebar kelihatan; jurang yang 0.3 mm terlalu sempit mewujudkan gangguan pemasangan. Kedua-duanya tidak boleh diterima, tetapi tidak juga merupakan isu keselamatan. Pengecapan bingkai tempat duduk beroperasi dalam mod kegagalan yang berbeza secara asas: ralat dimensi dalam komponen struktur merambat ke dalam kapasiti beban yang dikurangkan, antara muka kritikal keselamatan yang salah dan keretakan keletihan pramatang.
Pertimbangkan pendakap pelekap mekanisme kerusi malas. Lubang boltnya mesti diletakkan dalam pecahan milimeter untuk memastikan kerusi malas memasukkan gigi penguncinya secara seragam merentasi lengkok penuh pelarasan. Corak lubang yang dialihkan menghasilkan pemuatan sipi pada mekanisme penguncian — tidak kelihatan serta-merta, tetapi semakin merosot sepanjang hayat tempat duduk. Logik yang sama digunakan untuk titik lampiran rel gelongsor, yang mesti mengagihkan beban penghuni secara simetri kepada kedua-dua rel; sebarang asimetri menumpukan tekanan pada satu lampiran dan mempercepatkan kegagalan haus atau keletihan.
Piawaian toleransi untuk bahagian pengecap tempat duduk automotif yang dikilangkan mengikut piawaian keselamatan automotif Oleh itu, adalah lebih ketat daripada pengecapan badan umum — dan dikuatkuasakan bukan sahaja pada pemeriksaan artikel pertama tetapi merentasi pengeluaran, kerana variasi antara bahagian pengeluaran awal dan lewat mempengaruhi daya pengeluaran talian pemasangan dan masa pelarasan akhir talian.
Keluli Berkekuatan Tinggi lwn Aloi Aluminium: Memilih Bahan Yang Tepat untuk Pengecapan Rangka Tempat Duduk
Keputusan material untuk pengecapan rangka tempat duduk bukanlah satu pilihan yang digunakan pada keseluruhan tempat duduk — ia adalah pengoptimuman komponen demi komponen yang mengimbangi keperluan kekuatan, membentuk kerumitan, sasaran berat dan kos.
Keluli berkekuatan tinggi kekal sebagai bahan dominan untuk komponen rangka kerusi berstruktur. Keluli berkekuatan tinggi termaju (AHSS) dengan kekuatan tegangan 600–1,500 MPa memberikan kekuatan hasil yang diperlukan untuk kurungan sandar, tetulang pan tempat duduk dan rangka belakang tempat duduk untuk menahan beban tork ke belakang 530 Nm yang dinyatakan dalam piawaian keselamatan tempat duduk automotif tanpa ubah bentuk kekal. Kekakuan tinggi bahan juga menahan momen lentur yang dihasilkan apabila beban tali pinggang keledar dihantar melalui rangka tempat duduk semasa perlanggaran hadapan. Pertukarannya ialah keluli berkekuatan tinggi memerlukan perkakasan yang lebih berkebolehan - tonase tekan yang lebih tinggi, bahan die ketepatan, dan pengurusan daya pemegang kosong yang berhati-hati - kerana kemulurannya yang berkurangan berbanding keluli lembut meninggalkan margin yang lebih sedikit untuk ralat pembentukan sebelum keretakan berlaku.
Aloi aluminium semakin dinyatakan untuk komponen tempat duduk di mana pengurangan berat menjadi keutamaan, terutamanya dalam kenderaan elektrik di mana kecekapan julat mewajarkan kos bahan dan perkakas yang lebih tinggi. Setem rangka tempat duduk aluminium boleh mengurangkan berat komponen sebanyak 30–40% berbanding setara keluli. Cabarannya ialah kekuatan hasil aluminium yang lebih rendah biasanya memerlukan bahagian yang lebih tebal atau tetulang reka bentuk untuk mencapai prestasi struktur yang setara — sebahagiannya mengimbangi kelebihan berat. Springback yang lebih besar semasa pembentukan juga memerlukan pampasan cetakan yang lebih tepat dan kawalan proses yang lebih dekat untuk mengekalkan ketepatan dimensi.
Dalam praktiknya, pemasangan tempat duduk sering menggabungkan kedua-duanya: keluli berkekuatan tinggi untuk laluan beban utama (rangka belakang, pendakap sandar, tetulang sauh tali pinggang keledar) dan aloi aluminium untuk struktur sekunder di mana pengurangan berat mempunyai manfaat yang jelas dan beban puncak adalah lebih rendah (anggota sisi kuali kusyen, pendakap panduan sandaran kepala).
Bagaimana Mati Setem Ketepatan Tinggi Menentukan Kapasiti Galas Beban
Sifat mekanikal bahagian rangka tempat duduk yang dicop ditentukan sebahagiannya oleh bahan mentah dan sebahagian lagi oleh proses pengecapan itu sendiri. Die yang menghasilkan ketebalan dinding yang tidak konsisten — melalui daya pemegang kosong yang tidak sekata, jejari tebuk yang haus, atau kelegaan yang tidak tepat antara tebuk dan die — mencipta penipisan setempat pada bahagian yang dicop. Zon nipis tersebut menjadi kepekatan tegasan: lokasi pertama yang terhasil di bawah bebanan statik dan tapak permulaan retakan keletihan di bawah beban kitaran.
Ini adalah hubungan mekanikal langsung antara ketepatan die dan kapasiti galas beban stamping tempat duduk . Sebuah dadu yang dimesin pada ketepatan 0.002 mm pada permukaan pembentukan kritikalnya menghasilkan bahagian dengan ketebalan dinding yang konsisten sepanjang kedalaman cabutan. Beban penghuni diagihkan secara seragam di seluruh bahagian, tegasan kerja kekal jauh di bawah had keletihan bahan, dan bahagian itu memenuhi sasaran hayat reka bentuknya. Dai dengan jejari yang haus atau dimesin dengan tidak tepat menghasilkan bahagian yang penipisan tertumpu, tegasan setempat meningkat, dan hayat keletihan berkurangan — selalunya tanpa sebarang ketidakakuran dimensi yang dapat dikesan melalui pemeriksaan rutin.
Kualiti tepi mempunyai kepentingan yang sama. Burr dan retakan mikro pada tepi yang ditebuk daripada alatan yang kusam atau tidak dipasang dengan baik bertindak sebagai tapak permulaan retak. Di bawah beban kitaran pemanduan biasa — getaran jalan, kitaran pelarasan tempat duduk, kemasukan penumpang dan jalan keluar — kecacatan tepi ini merebak ke rekahan keletihan pada bahan asas. Tepi ricih yang licin dan disokong dengan baik yang dihasilkan oleh perkakas ketepatan menghapuskan mod kegagalan ini.
Untuk lukisan dalam kenderaan automotif dan elektrik untuk komponen rangka tempat duduk , reka bentuk dan kualiti pembuatan alatan itu tidak boleh dipisahkan daripada prestasi struktur bahagian yang dihasilkannya.
Prestasi Beban Statik dan Dinamik: Bahagian Setem Tempat Duduk Mesti Tahan
Pengecapan rangka tempat duduk membawa tiga kategori beban yang berbeza, setiap satu dengan implikasi yang berbeza untuk reka bentuk dan spesifikasi bahan.
Beban statik mewakili berat mampan penghuni — biasanya 75–100 kg untuk seorang penghuni tunggal, bertindak secara berterusan melalui kusyen tempat duduk dan belakang. Beban ini menentukan luas keratan rentas minimum dan kekuatan hasil bahan yang diperlukan untuk mengelakkan ubah bentuk kekal semasa penggunaan biasa. Prestasi beban statik adalah mudah untuk diuji dan disahkan, dan kebanyakan kegagalan pengecapan tempat duduk yang dikaitkan dengan "lebihan statik" sebenarnya adalah kegagalan keletihan yang telah memecut untuk beberapa lama sebelum ubah bentuk yang boleh dilihat.
Beban dinamik timbul daripada pecutan kenderaan, brek, selekoh, dan penyelewengan permukaan jalan. Semasa brek keras pada nyahpecutan 1g, inersia ke hadapan bagi penumpang 75 kg menjana kira-kira 750 N beban melalui belakang tempat duduk dan ke dalam mekanisme sandar dan pengecapan rangka belakang. Pada permukaan jalan yang kasar, pecutan menegak 2–3g adalah mungkin, mengayuh rangka tempat duduk pada frekuensi 1–20 Hz selama beribu-ribu jam sepanjang hayat kenderaan. Rintangan getaran — keupayaan struktur yang dicop untuk mengekalkan geometri dan sifat mekanikalnya di bawah pemuatan kitaran ini — ialah dimensi prestasi yang sering dipandang remeh dalam semakan reka bentuk awal tetapi menjadi kelihatan dalam ujian ketahanan jangka panjang.
ranap beban mewakili keadaan terburuk. Dalam perlanggaran hadapan 50 km/j dengan tali pinggang keledar dimuatkan, rangka tempat duduk mesti menghantar tenaga kinetik penghuni ke dalam struktur kenderaan tanpa patah atau membenarkan anjakan tempat duduk yang boleh mencederakan penghuni. Beban ini adalah susunan magnitud yang lebih tinggi daripada beban pemanduan dinamik, dan bahagian yang dicop dalam sauh tali pinggang keledar, rangka belakang dan mekanisme penguncian rel gelongsor semuanya berada di laluan beban utama.
Memenuhi ketiga-tiga kategori beban secara serentak memerlukan proses pengecapan memberikan ketepatan dimensi dan sifat mekanikal yang konsisten — itulah sebabnya kebolehkesanan bahan dan pemantauan ketebalan dalam proses adalah keperluan standard dalam rantaian bekalan komponen tempat duduk automotif.
Keserasian Berbilang Kenderaan dan Keperluan Ketepatan Dimensi OEM
Pembekal pengecap tempat duduk tunggal jarang menyediakan platform kenderaan tunggal. Pelanggan OEM dan pengeluar tempat duduk Tahap 1 memperoleh komponen bercop yang mesti muat berbilang talian kenderaan, selalunya dengan sampul surat dimensi berbeza, konfigurasi pelekap dan keperluan beban keselamatan. Menguruskan kerumitan berbilang platform ini tanpa kos perkakas yang semakin meningkat adalah salah satu kecekapan teras yang memisahkan pembekal pengecap yang berkebolehan daripada pemproses komoditi.
Asas keserasian berbilang kenderaan ialah ketepatan dimensi pada tahap ciri individu — bukan hanya geometri bahagian keseluruhan. Toleransi kedudukan lubang ±0.15 mm atau lebih ketat pada ciri pemasangan dan pengesanan memastikan bahagian yang dicop yang sama dipasang dengan betul ke dalam seni bina rangka tempat duduk yang berbeza tanpa memerlukan pelarasan manual atau kerja semula. Tahap ketepatan ini hanya boleh dicapai apabila acuan direka bentuk dengan rujukan datum yang sesuai, dimesin mengikut had had ciri yang ketat, dan disahkan dengan pemeriksaan artikel pertama penuh terhadap model CAD pelanggan sebelum pelancaran pengeluaran.
Reka bentuk cetakan tersuai bukanlah kos overhed dalam konteks ini — ia adalah mekanisme yang membolehkan ketepatan dimensi dan keserasian berbilang kenderaan dicapai. Dai yang direka khusus untuk geometri bahagian, dengan kedudukan ciri dan kelegaan yang dipadankan dengan keperluan pembentukan bahagian, akan secara konsisten menghasilkan bahagian yang dipasang dengan betul. Die generik atau diubah suai memerlukan pengisihan, shimming atau pelarasan berterusan untuk mengekalkan output dimensi yang boleh diterima.
The rangkaian penuh bahagian pengecap automotif di SQS dihasilkan daripada acuan yang direka dan dikilangkan secara dalaman, memastikan keperluan dimensi bagi setiap platform kenderaan pelanggan direka bentuk ke dalam perkakas dari awal dan bukannya diberi pampasan dalam pengeluaran.
Kelebihan Die Bersepadu dan Pembuatan Bahagian SQS untuk Capan Tempat Duduk
Rantaian bekalan konvensional untuk pengecapan tempat duduk automotif memisahkan pembuatan dadu daripada pengeluaran bahagian: kedai perkakas membina dadu, melayakkannya dan memindahkannya ke rumah penyetem yang menjalankan pengeluaran. Pada setiap lepas tangan, maklumat tentang sebab dadu direka bentuk dengan cara tertentu — jujukan pembentukan, tetapan daya pemegang kosong, pampasan kelegaan dadu untuk springback — sebahagiannya hilang. Jurutera pengeluaran mengoptimumkan daya pemprosesan dan bukannya untuk ciri bahagian yang dimaksudkan oleh pereka cetakan.
Suzhou Shuangqisi Mould Equipment Co., Ltd. mengendalikan kedua-dua fungsi di bawah satu bumbung. Pasukan kejuruteraan yang sama yang mereka bentuk cetakan setem untuk komponen rangka tempat duduk juga menjalankan mesin penekan yang menghasilkan bahagian tersebut. Apabila hanyutan dimensi muncul dalam pengeluaran — kerana ia akan melebihi hayat perkhidmatan dadu melalui kehausan beransur-ansur — tindak balasnya ialah pembetulan cetakan termaklum dan bukannya penyelesaian proses. Hasilnya ialah kualiti bahagian yang lebih konsisten merentasi pengeluaran dan laluan yang lebih pantas ke punca apabila ketidakpatuhan berlaku.
Infrastruktur pembuatan SQS menyokong penyepaduan ini pada tahap ketepatan pengecapan tempat duduk automotif yang diperlukan. Mesin EDM wayar yang diperoleh dari Jepun mencapai ketepatan pemesinan dalam 0.002 mm pada ciri die, memastikan permukaan pembentuk yang menentukan ketebalan dinding, kualiti tepi dan kedudukan lubang dipegang pada toleransi yang diperlukan oleh reka bentuk bahagian. Armada akhbar menjangkau 80T hingga 400T merangkumi rangkaian penuh geometri pengecapan rangka tempat duduk, daripada komponen kurungan kecil kepada struktur rangka belakang penuh. Dengan lebih 15 tahun pengalaman berkhidmat kepada pelanggan OEM dan pembekal automotif Tahap 1, dan sepasukan 60 kakitangan teknikal yang berdedikasi untuk reka bentuk, pembuatan dan jaminan kualiti, SQS menyediakan kedalaman kejuruteraan yang diperlukan oleh program pengecapan rangka tempat duduk.
Untuk OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Catatan Sebelumnya
Bahagian Pengecapan Logam untuk Perkakas Rumah: Bahan, Ketepatan & Penyelesaian Tersuai
Catatan Seterusnya
Reka Bentuk Die Lukisan Dalam: Panduan Pengurangan Punch, Die, Clearance & Berbilang Peringkat
kami Produk.
Mulakan Perniagaan Anda dengan Pengeluar OEM Di Sini!
Menyediakan pelanggan global dengan penyelesaian kunci yang lengkap
melalui
inovasi!
PAUTAN CEPAT
BERITA
MAKLUMAT HUBUNGI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
Hak Cipta © Suzhou Shuangqisi Mould Equipment Co., Ltd. Hak Cipta Terpelihara. Die Setem Tersuai Pengeluar Die Setem Logam
