-
Bahagian bercop kecil untuk komputer riba dan telefon bimbit
Sebagai komponen dalaman yang penting untuk ele...
-
Bahagian pengecap komputer riba
Bahagian pengecap komputer riba kami ialah komp...
-
Bahagian pengecap ketuhar mewah
Bahagian pengecap ketuhar mewah kami ialah komp...
-
Bahagian pengecap komputer besar mewah
Bahagian pengecap komputer besar mewah kami ial...
-
Bahagian pengecap kerusi kereta
Bahagian pengecap kerusi kereta ialah komponen ...
-

Bahagian pengecap perumahan motor automotif
Bahagian pengecap perumahan motor automotif ial...
Berita Industri
Rumah / Berita / Berita Industri / Bahagian Setem Penutup Bateri untuk Penutup Bateri EV & Penyimpanan Tenaga
Bahagian Setem Penutup Bateri untuk Penutup Bateri EV & Penyimpanan Tenaga
2026-06-16
Pek bateri yang gagal dalam medan jarang gagal kerana sel. Selalunya, punca ialah penutup yang tidak mengelak, bebibir yang tidak sejajar atau bos pelekap yang retak akibat getaran. Bahagian pengecap penutup bateri ialah barisan pertama pertahanan struktur dan alam sekitar untuk setiap sistem bateri EV, perindustrian dan storan tenaga — dan piawaian toleransi yang mesti dipenuhi telah mengetatkan dengan ketara apabila voltan pek dan ketumpatan tenaga telah meningkat.
Artikel ini merangkumi bahan, proses, keperluan dimensi dan pilihan penyesuaian yang mentakrifkan bahagian pengecapan penutup bateri sedia pengeluaran — dan perkara yang perlu disahkan apabila melayakkan pembekal.

Perkara yang Sebenarnya Dilakukan oleh Bahagian Setem Penutup Bateri
Penutup penutup bateri mempunyai tiga kerja serentak. Dari segi struktur, ia mesti mengekalkan geometrinya di bawah beban mekanikal pemasangan kenderaan, getaran jalan dan kitaran haba tanpa mengubah bentuk atau menghantar tekanan ke sel di bawahnya. Dari segi alam sekitar, ia mesti mencapai dan mengekalkan integriti pengedap IP67 atau IP68 — bermakna tiada kemasukan habuk dan tiada penembusan air di bawah rendaman berterusan. Secara fungsional, ia mesti antara muka tepat dengan selongsong bateri, penyambung voltan tinggi dan mana-mana saluran penyejukan yang disepadukan ke dalam reka bentuk pek.
Memenuhi ketiga-tiga keperluan dalam satu komponen yang dicop — bukannya alternatif yang dimesin atau tuang — itulah yang menjadikan pengecapan mendalam sebagai proses pilihan untuk pengeluaran bateri volum tinggi. Setem menghantar dimensi konsisten dan toleransi yang ketat (±0.01mm – ±0.05mm) pada kadar pengeluaran yang tidak dapat dipadankan oleh pemutus dan pemesinan, sambil mengekalkan kos setiap bahagian yang cukup rendah untuk rantaian bekalan OEM yang beroperasi pada skala.
Pemilihan Bahan: Keluli Gelek Sejuk, Aloi Aluminium atau Keluli Tahan Karat
Pilihan bahan substrat menetapkan siling pada setiap metrik prestasi yang boleh dicapai oleh penutup — rintangan kakisan, berat, kebolehbentukan, kebolehkimpalan dan kos. Tiga keluarga bahan mendominasi aplikasi penutup bateri.
Keluli tergelek sejuk menawarkan kekuatan tegangan yang tinggi dan kebolehbentukan yang sangat baik pada kos bahan mentah yang rendah. Ia adalah pilihan standard untuk kandang bateri industri dan sistem penyimpanan tenaga di mana berat adalah kebimbangan sekunder dan ketegaran struktur adalah keperluan utama. Rawatan permukaan selepas setem — penyaduran zink, e-salutan atau salutan serbuk — biasanya digunakan untuk memenuhi sasaran rintangan kakisan.
Aloi aluminium, terutamanya gred 3003 dan 5052, adalah bahan dominan dalam penutup bateri EV di mana berat pek secara langsung mempengaruhi julat kenderaan. Aloi 3003 menawarkan kebolehbentukan yang baik dan kekuatan sederhana, menjadikannya sangat sesuai untuk geometri penutup lukisan cetek. Aloi 5052 memberikan kekuatan yang lebih tinggi dan rintangan kakisan yang unggul, yang lebih disukai untuk penutup yang terdedah kepada pemeluwapan, penyejuk atau percikan jalan. Kedua-dua gred menarik dalam dengan bersih dan menerima salutan anodis atau penukaran untuk perlindungan tambahan.
Keluli tahan karat ditetapkan untuk aplikasi yang memerlukan rintangan kakisan yang wujud tanpa rawatan permukaan tambahan — sistem penyimpanan tenaga pegun dalam persekitaran lembap, pek bateri marin, atau sebarang aplikasi di mana lekatan salutan tidak dapat dijamin sepanjang hayat produk. Kadar pengerasan kerjanya yang lebih tinggi memerlukan perkakas yang direka bentuk dengan teliti untuk mengelakkan springback dan mengekalkan kestabilan dimensi selepas terbentuk.
Lukisan Dalam dan Proses Capan Lanjutan
Kebanyakan penutup bateri bukanlah kosong rata yang ringkas. Ia menggabungkan saluran pengedap ceruk, bebibir yang dinaikkan, bos bersepadu dan kontur kompleks yang memerlukan urutan pengecapan die progresif atau pemindahan berbilang peringkat. Lukisan dalam — menarik kepingan logam rata ke dalam bentuk tiga dimensi menggunakan penebuk dan die — ialah operasi teras, tetapi komponen siap biasanya melalui stesen tambahan untuk memangkas, menindik, membuat syiling dan bebibir sebelum ia meninggalkan akhbar.
Kawalan proses di setiap stesen menentukan sama ada bahagian siap memenuhi toleransi. Tekanan pemegang kosong mengawal aliran bahan dan mengelakkan kedutan; tekanan yang tidak mencukupi membolehkan bebibir melengkung, manakala tekanan berlebihan menyebabkan koyak pada jejari seri. Pengurusan pelinciran menjejaskan keadaan permukaan - kemasan permukaan licin Ra ≤ 0.8μm boleh dicapai pada substrat aluminium dan keluli apabila geometri perkakas dan ketebalan filem pelincir dipadankan dengan betul.
Toleransi sifar burr ialah keperluan yang tidak boleh dirunding untuk penutup bateri. Burr pada alur pengedap mengganggu permukaan sentuhan gasket dan mencipta laluan kebocoran; burr pada pinggir dalaman boleh berhijrah ke dalam timbunan sel. Mencapai tepi bebas burr secara konsisten dalam pengeluaran besar-besaran memerlukan perkakas yang dikekalkan dengan kelegaan yang ketat - biasanya 5-8% daripada ketebalan bahan untuk keluli, lebih lebar sedikit untuk aluminium - dan selang pemeriksaan cetakan biasa yang ditentukur mengikut volum pengeluaran.
Prestasi Pengedap: Keperluan IP67 dan IP68
IP67 memerlukan kepungan menahan rendaman dalam sehingga satu meter air selama tiga puluh minit tanpa kemasukan. IP68 memanjangkan ini kepada rendaman berterusan pada kedalaman yang dipersetujui antara pengilang dan pengguna akhir — biasanya 1.5m selama 30 minit dalam aplikasi automotif, walaupun OEM EV kerap menyatakan keadaan yang lebih mencabar.
Mencapai penarafan ini daripada penutup yang dicop bergantung pada tiga faktor: kerataan bebibir pengedap, kemasan permukaan alur atau manik yang menyentuh gasket dan ketekalan dimensi corak lubang bolt yang memampatkan pengedap. Sisihan kerataan bebibir walaupun 0.1mm dalam jangka masa pengedap yang lama sudah cukup untuk mewujudkan jurang yang boleh ditembusi air di bawah tekanan. Inilah sebabnya mengapa toleransi dimensi pada ciri pengedap dipegang lebih ketat daripada ciri struktur — biasanya ±0.01mm pada kedalaman alur dan lebar manik pengedap.
kami automotif ketepatan dan bahagian pengecap bateri EV dihasilkan dengan geometri alur pengedap yang disahkan terhadap spesifikasi pembekal gasket sebelum perkakasan pengeluaran dimuktamadkan, menghapuskan risiko set mampatan dan laluan bocor yang timbul daripada ketidakpadanan perkakasan reka bentuk dimensi nominal dengan dimensi nominal.
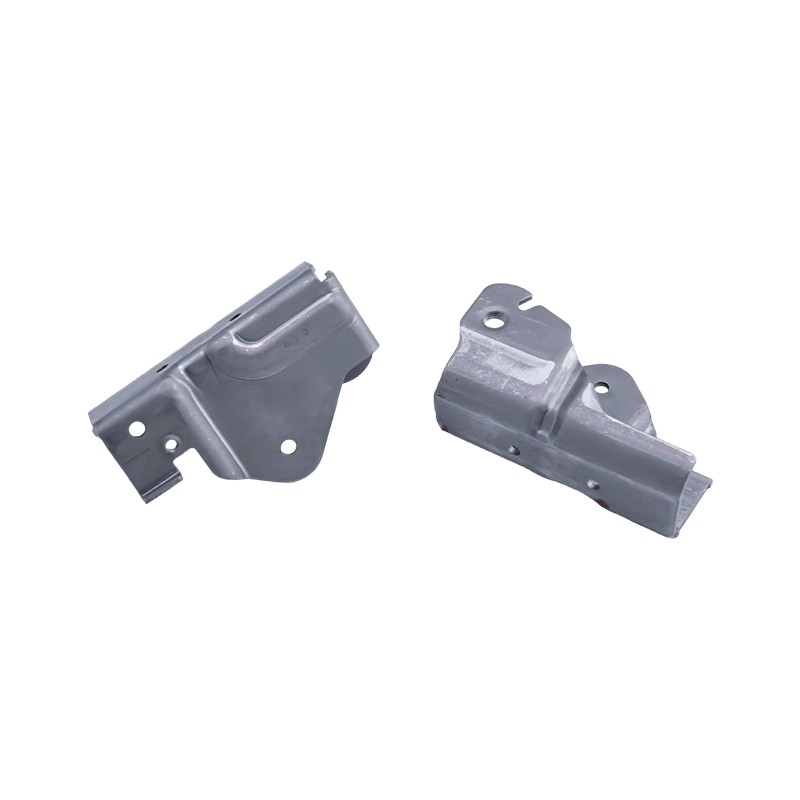
kami Battery Cover Stamping Parts: Specification Overview
kami battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Bahagian ini menampilkan kemasan permukaan licin (Ra ≤ 0.8μm), dengan toleransi sifar burr dan tiada ubah bentuk, melindungi teras bateri dengan berkesan daripada habuk, kelembapan dan kesan luaran sambil mencapai integriti pengedap IP67/IP68. Mereka menyokong penyepaduan lancar dengan selongsong bateri dan boleh disesuaikan dengan bos pelekap bersepadu, alur pengedap, lubang, bebibir atau struktur lentur berdasarkan keperluan pemasangan khusus, termasuk peruntukan untuk penyambung voltan tinggi dan antara muka penyejukan.
Dengan kestabilan struktur yang sangat baik dan rintangan kakisan, bahagian pengecap bateri EV ini meningkatkan keselamatan dan ketahanan keseluruhan sistem bateri. Mereka sesuai untuk pengeluaran besar-besaran (500K – 10M bahagian/tahun) , memastikan keberkesanan kos dan bekalan yang boleh dipercayai untuk OEM dan pengilang bateri, disokong oleh pensijilan kualiti IATF 16949.
Penyesuaian: Bos, Alur, Bebibir dan Antara Muka Berfungsi
Tiada dua reka bentuk pek bateri berkongsi geometri penutup yang sama. Platform EV berbeza dalam format sel (silinder, prismatik, kantung), susunan modul, seni bina pengurusan haba dan kedudukan penyambung — dan setiap variasi merebak ke dalam reka bentuk penutup sebagai gabungan ciri yang berbeza.
Keperluan penyesuaian yang paling biasa dibahagikan kepada lima kategori. Bos pemasangan — pad dinaikkan dengan lubang berulir atau kelegaan — cari penutup pada perumahan bateri dan edarkan beban pengapit dari antara muka pengedap. Alur pengedap mesti dipadankan dalam lebar, kedalaman dan jejari dengan gasket atau spesifikasi cincin-O, dengan toleransi yang cukup ketat untuk menjamin nisbah mampatan yang ditentukan merentas julat pengeluaran penuh. Potongan dan lubang yang ditebuk untuk penyambung, bolong dan penderia mesti diletakkan relatif kepada perimeter pengedap dengan ketepatan yang sama seperti ciri mengawan penutup pada perumah. Bebibir dan struktur lentur tambah ketegaran, cipta ciri pengesanan pemasangan, atau bentuk titik lampiran untuk modul bersebelahan. Antara muka penyejukan — ceruk atau ciri melalui yang menyambungkan penutup ke litar penyejuk cecair — memerlukan kawalan dimensi yang rapat terutamanya untuk memastikan sambungan bebas kebocoran ke manifold penyejuk.
Semua ciri ini boleh dicapai dalam proses lukisan dalam dan pengecapan progresif. Prasyarat kritikal ialah perkakas direka dari awal dengan mengambil kira toleransi pengeluaran, bukan dimensi nominal — kerana ciri yang betul dari segi geometri pada model 3D tetapi diperalatkan kepada nominal tanpa margin keupayaan proses akan menghasilkan penolakan saat keadaan proses hanyut.
kami automotif dan kenderaan elektrik keupayaan reka bentuk cetakan dalam memastikan setiap ciri tersuai direka bentuk untuk kestabilan pengeluaran daripada percubaan cetakan pertama, mengurangkan kitaran lelaran antara kelulusan prototaip dan pelancaran pengeluaran besar-besaran.
Keupayaan Pengeluaran Besar-besaran dan Jaminan Kualiti
Pembekal OEM Bateri dan Tahap 1 memerlukan lebih daripada bahagian yang lulus pemeriksaan sampel. Mereka memerlukan rantaian bekalan yang mampu menyampaikan 500,000 hingga 10 juta atau lebih bahagian setahun dengan kualiti yang konsisten, masa utama yang boleh diramal dan sistem pengurusan kualiti yang menjana data yang diperlukan untuk menyokong audit pelanggan dan penyerahan peraturan.
Pensijilan IATF 16949 ialah standard kualiti asas untuk rantaian bekalan automotif. Ia memberi mandat bahawa kawalan proses statistik, analisis sistem pengukuran dan proses kelulusan bahagian pengeluaran disediakan dan didokumenkan — bukan sahaja pada pelancaran pembekal, tetapi secara berterusan sepanjang pengeluaran dijalankan. Untuk pengecapan penutup bateri secara khusus, ini bermakna bahawa dimensi kritikal pada ciri pengedap, kerataan bebibir dan kedudukan lubang diukur pada pelan pensampelan yang ditentukan untuk setiap lot pengeluaran, dengan keputusan mengikut arah aliran dan disemak mengikut had kawalan.
Pada volum pengeluaran melebihi beberapa ratus ribu bahagian setahun, automasi pengecapan menjadi penting untuk mengekalkan konsistensi. Teknologi tekan servo membolehkan daya dan kedudukan dikawal pada setiap peringkat lejang, mengimbangi variasi ketebalan bahan dan kehausan die dengan cara yang tidak boleh ditekan mekanikal kelajuan tetap. kami peralatan automasi setem menyepadukan kawalan akhbar, penderiaan dalam mati dan pemeriksaan bahagian untuk mengekalkan kestabilan dimensi merentas pengeluaran yang lama tanpa meningkatkan campur tangan operator.
Pensijilan bahan masuk, laporan pemeriksaan artikel pertama, laporan ukuran dimensi dan pengesahan kemasan permukaan disediakan sebagai dokumentasi standard untuk setiap pesanan pengeluaran — memberikan pasukan pembelian dan kualiti rekod kebolehkesanan yang diperlukan untuk menyokong komitmen pelanggan mereka sendiri.
Melayakkan Pembekal Capan Penutup Bateri: Perkara yang Perlu Disahkan
Proses kelayakan pembekal untuk bahagian pengecap penutup bateri harus melangkaui semakan sampel. Ini adalah bidang yang menentukan sama ada pembekal boleh mengekalkan kualiti pada volum, bukan hanya menghasilkan sampel yang boleh diterima.
Program pemilikan dan penyelenggaraan alatan. Sahkan siapa yang memiliki alatan pengeluaran dan apakah selang penyelenggaraan die. Pembekal yang menangguhkan penyelenggaraan untuk memaksimumkan masa kerja akhbar akhirnya akan menghasilkan bahagian yang tidak bertoleransi tanpa amaran.
Keupayaan pengukuran pada ciri pengedap. Minta data R&R tolok pada ukuran kerataan alur pengedap dan bebibir. Sistem pengukuran dengan lebih daripada 10% variasi berbanding dengan jalur toleransi tidak dapat membezakan dengan pasti akuan daripada bahagian yang tidak akur.
Kebolehkesanan bahan. Aluminium dan keluli gred bateri mesti boleh dikesan pada sijil kilang. Untuk rantaian bekalan yang diperakui IATF ini adalah wajib; untuk aplikasi bukan automotif ia masih merupakan satu-satunya cara untuk mengesahkan bahawa bahan itu memenuhi aloi dan temper yang ditentukan.
Proses peralihan prototaip kepada pengeluaran. Pembekal dengan proses APQP (Perancangan Kualiti Produk Lanjutan) yang didokumenkan akan mengenal pasti kemungkinan kegagalan proses sebelum perkakas pengeluaran dipotong — mengurangkan risiko kelewatan pelancaran yang disebabkan oleh isu reka bentuk untuk pembuatan yang kelihatan daripada lukisan tetapi tidak pernah meningkat.
Untuk OEM bateri dan pengilang yang menilai rakan kongsi pengecapan, kami perkhidmatan pembangunan dan kelayakan setem tersuai disusun mengikut keperluan ini — daripada semakan awal DFM melalui penyerahan PPAP dan ke dalam pengeluaran keadaan mantap.
Catatan Sebelumnya
Keluli Aloi Kekerasan Tinggi dalam Dies Stamping
Catatan Seterusnya
Bahagian Pengecapan Logam untuk Perkakas Rumah: Bahan, Ketepatan & Penyelesaian Tersuai
kami Produk.
Mulakan Perniagaan Anda dengan Pengeluar OEM Di Sini!
Menyediakan pelanggan global dengan penyelesaian kunci yang lengkap
melalui
inovasi!
PAUTAN CEPAT
BERITA
MAKLUMAT HUBUNGI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
Hak Cipta © Suzhou Shuangqisi Mould Equipment Co., Ltd. Hak Cipta Terpelihara. Die Setem Tersuai Pengeluar Die Setem Logam
