-
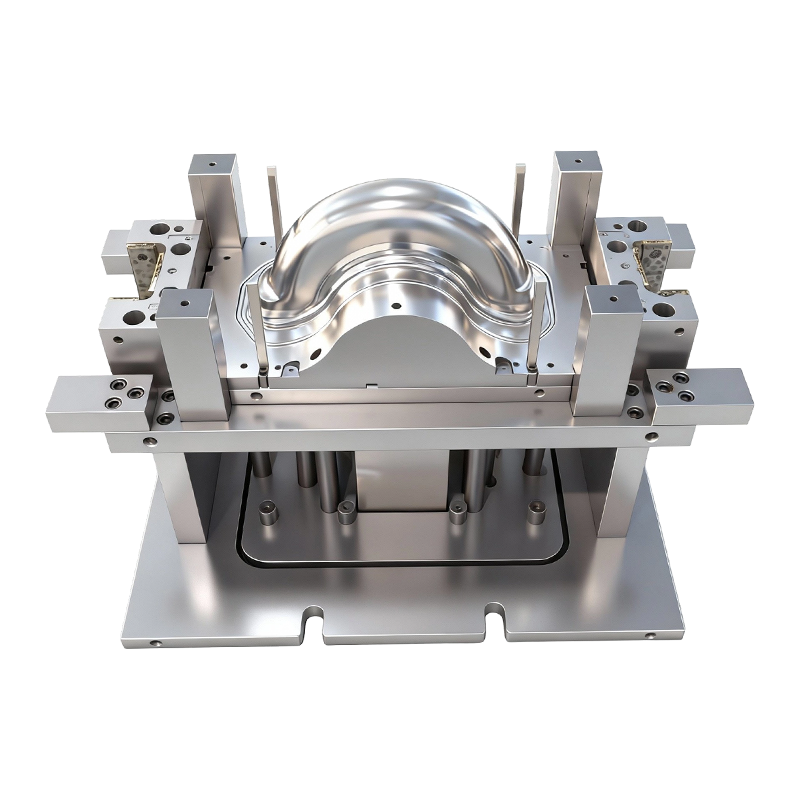
Acuan lukisan dalam untuk roda hadapan dan belakang kenderaan elektrik beroda dua
Acuan lukisan dalam untuk roda hadapan dan bela...
-
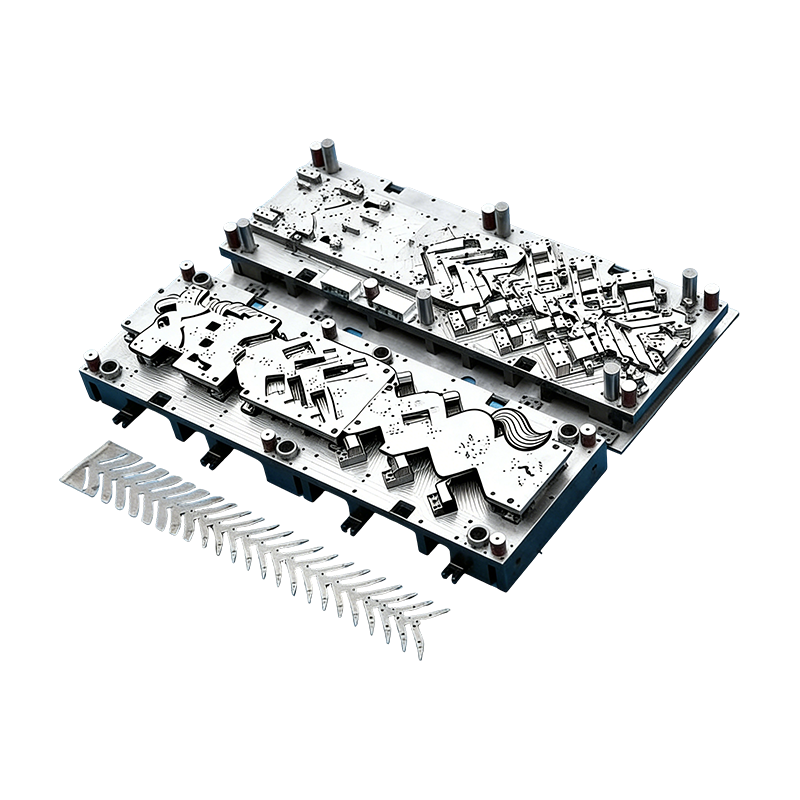
Acuan progresif untuk bahagian automotif
Acuan Berterusan untuk perumahan motor automoti...
-
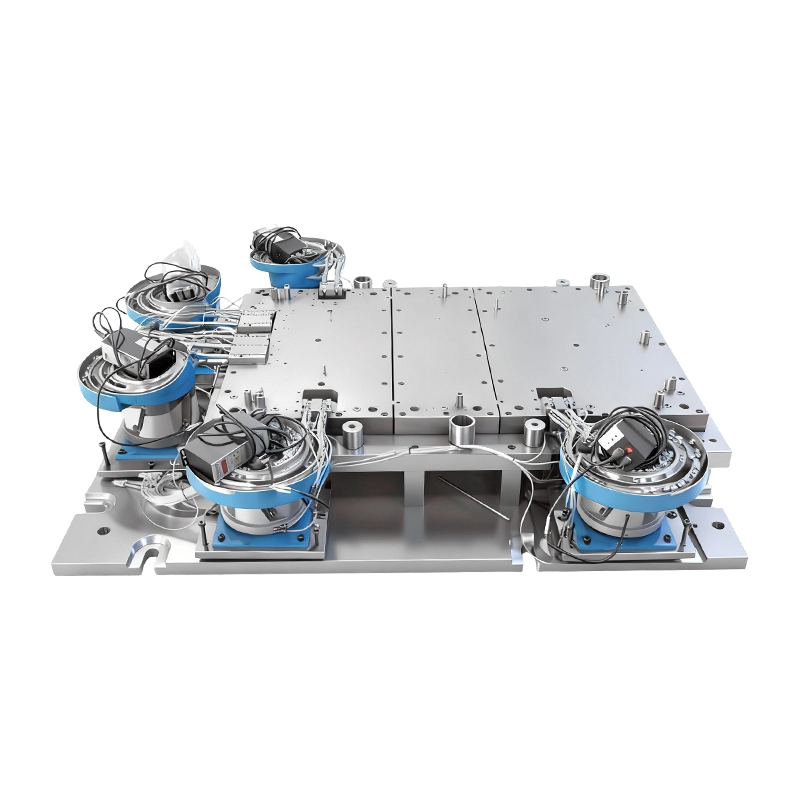
Acuan memukau automatik untuk pangkalan mesin komputer yang besar
Acuan Riveting Automatik untuk Pangkalan Mesin ...
-

Bahagian pengecap perumahan motor automotif
Bahagian pengecap perumahan motor automotif ial...
-
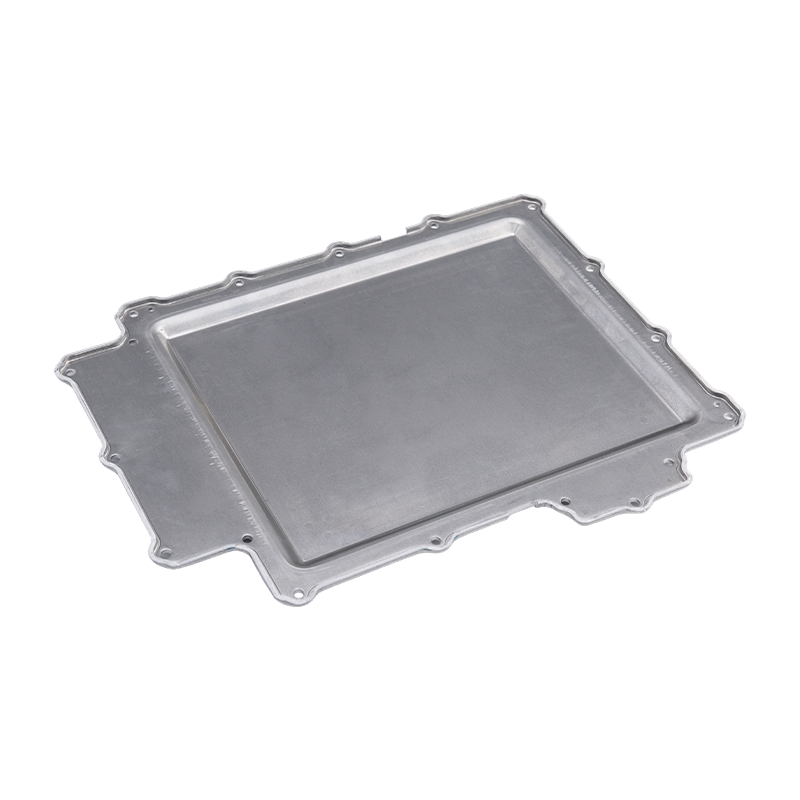
Bahagian pengecap penutup bateri
Bahagian pengecap penutup Bateri kami ialah kom...
-
Bahagian automotif kecil bahagian pengecap progresif die
Bahagian automotif kecil kami bahagian pengecap...
Berita Industri
Rumah / Berita / Berita Industri / Daripada Panel Badan kepada Selongsong Bateri: Kejuruteraan Di Sebalik Lukisan Dalam Automotif Mati
Daripada Panel Badan kepada Selongsong Bateri: Kejuruteraan Di Sebalik Lukisan Dalam Automotif Mati
2026-04-21
Apakah itu Automotive Stamping Dies dan Bagaimana Ia Berfungsi
Stamping automotif mati ialah sistem perkakas ketepatan yang digunakan untuk membentuk kepingan logam rata kepada komponen tiga dimensi yang kompleks melalui ubah bentuk plastik terkawal. Di antara pelbagai jenis, lukisan mati dan lukisan dalam mati adalah yang paling kritikal untuk menghasilkan bahagian berongga atau berbentuk cawan — daripada panel luar pintu dan tudung kepada penutup bateri dan tetulang struktur.
Proses lukisan dalam berfungsi dengan menekan kosong logam rata ke dalam rongga acuan menggunakan penebuk, manakala pemegang kosong menggunakan daya terkawal untuk membimbing aliran logam dan mengelakkan kecacatan. Tidak seperti pembentukan cetek, lukisan dalam mencapai nisbah lukisan - nisbah diameter kosong kepada diameter tebukan - yang biasanya melebihi 2.5:1, membolehkan pengeluaran bahagian yang jauh lebih dalam berbanding lebarnya. Keupayaan ini penting untuk aplikasi automotif di mana geometri kompleks dan integriti struktur mesti wujud bersama.
Pemasangan mati lengkap biasanya merangkumi empat komponen utama:
- The menumbuk , yang secara fizikal mengubah bentuk kosong logam ke bawah ke dalam rongga
- The die (acuan wanita), yang mentakrifkan bentuk luar dan dimensi bahagian yang terbentuk
- The pemegang kosong , yang memberikan tekanan boleh laras pada bebibir kepingan logam untuk menguruskan aliran bahan
- The set mati (pemasangan asas dan panduan), yang memastikan penjajaran yang tepat dan kebolehulangan merentas kitaran pengeluaran
Bersama-sama, komponen ini mesti direka bentuk dengan tahap toleransi yang biasanya dipegang pada ±0.02mm , memastikan ketepatan dimensi merentas pengeluaran volum tinggi yang boleh mencapai ratusan ribu bahagian setahun.
Kriteria Reka Bentuk Utama untuk Dies Lukisan Dalam Berprestasi Tinggi
Mereka bentuk acuan lukisan dalam yang berkesan untuk kegunaan automotif memerlukan mengimbangi pelbagai permintaan kejuruteraan yang bersaing. Reka bentuk yang buruk membawa kepada keretakan, berkedut, springback atau haus alat pramatang — semuanya secara langsung meningkatkan kos pengeluaran dan masa henti. Parameter berikut adalah penting untuk mencapai output yang konsisten dan bebas kecacatan.
Kawalan Daya Pemegang Kosong
Daya pemegang kosong (BHF) adalah salah satu pembolehubah yang paling berpengaruh dalam proses lukisan dalam. BHF yang tidak mencukupi menyebabkan kepingan logam melengkung dan berkedut apabila ia mengalir ke dalam; BHF yang berlebihan menyekat aliran bahan dan menyebabkan koyak atau retak pada jejari tebuk. moden stamping automotif mati gunakan pemegang kosong hidraulik atau terkawal servo yang mampu melaraskan tekanan secara dinamik sepanjang kitaran lejang — selalunya berbeza dari 20% hingga 80% daripada daya maksimum bergantung pada kedalaman pembentukan dan jenis bahan.
Kemasan Permukaan dan Pengurangan Geseran
Permukaan cetakan yang bersentuhan dengan kepingan logam mesti mencapai kemasan yang sangat licin untuk meminimumkan penipisan dan pedih akibat geseran. Piawaian industri untuk prestasi tinggi lukisan dalam mati memerlukan kekasaran permukaan sebanyak Ra ≤ 0.05μm , dicapai melalui penggilap, penyaduran krom keras atau salutan pemendapan wap fizikal (PVD) seperti TiCN atau DLC (karbon seperti berlian). Salutan ini juga memanjangkan hayat alat dengan ketara, mengurangkan selang penggantian dalam persekitaran pengeluaran besar-besaran.
Seni Bina Alat Modular
Struktur dadu modular membenarkan komponen individu — seperti pukulan, sisipan atau segmen pemegang kosong — diganti secara bebas daripada memerlukan penggantian cetakan penuh. Untuk OEM automotif yang menjalankan pelbagai varian model pada platform kongsi, modulariti mengurangkan pelaburan perkakas sebanyak 25–40% dan memendekkan masa pertukaran dari jam ke minit. Pendekatan reka bentuk ini juga memudahkan penjadualan penyelenggaraan dan membolehkan penyesuaian yang lebih pantas kepada pesanan perubahan kejuruteraan (ECO).
Aplikasi dalam Kenderaan Tradisional lwn Kenderaan Elektrik
Walaupun mekanik asas lukisan dalam kekal konsisten, keperluan khusus untuk kenderaan tradisional dan kenderaan elektrik (EV) berbeza dengan ketara — mencerminkan perbezaan dalam bahan, geometri dan keutamaan struktur.
| Parameter | Kenderaan Tradisional | Kenderaan Elektrik |
|---|---|---|
| Bahan asas | Keluli lembut, keluli HSLA | Aloi aluminium, aloi magnesium-aluminium |
| Nisbah lukisan biasa | 1.8:1 – 2.2:1 | 2.5:1 dan ke atas |
| Komponen utama yang dibentuk | Panel pintu, tudung, penutup batang | Selongsong bateri, perumah motor, dulang lantai |
| Keperluan toleransi | ±0.05mm (panel badan) | ±0.02mm (kepungan bateri) |
| Cabaran material mati | Rintangan haus untuk pembentukan keluli | Pencegahan galian dengan aloi lembut |
Untuk aplikasi khusus EV, lukisan mati direka untuk sarung bateri aloi magnesium-aluminium menghadapi cabaran yang unik. Aloi ringan ini mempunyai kemuluran yang lebih rendah daripada keluli dan lebih terdedah kepada pemarkahan springback dan permukaan. Dail untuk komponen ini lazimnya direka bentuk dengan perkakas yang dipanaskan (membentuk hangat pada 200–300°C) untuk meningkatkan aliran bahan, bersama-sama dengan saluran penyampaian pelincir khusus yang disepadukan ke dalam struktur cetakan untuk mengekalkan keadaan geseran yang konsisten sepanjang jangka masa pengeluaran.
Teknologi Simulasi dan Pemantauan Pintar dalam Kejuruteraan Die
moden stamping automotif mati dibangunkan bersama dengan platform simulasi lanjutan sebelum sebarang alatan fizikal dihasilkan. Perisian analisis unsur terhingga (FEA) — termasuk alatan seperti AutoForm, Pam-Stamp dan LS-DYNA — membolehkan jurutera mensimulasikan keseluruhan proses pembentukan secara hampir, meramalkan pengedaran penipisan, zon risiko berkedut, magnitud springback dan keperluan tekanan pemegang kosong dengan ketepatan yang tinggi.
Aliran kerja simulasi biasa untuk komponen lukisan dalam yang kompleks termasuk:
- Input pencirian bahan — kekuatan hasil, nilai n (eksponen pengerasan terikan), nilai r (nisbah anisotropi plastik) untuk aloi dan temper tertentu
- Membentuk analisis gambarajah had (FLD). — mengenal pasti zon selamat, marginal dan kegagalan dalam bahagian yang dibentuk
- Pemodelan pampasan springback — meramalkan pemulihan anjal dan geometri acuan pra-kompensasi untuk mencapai bentuk bersih akhir
- Die tryout lelaran maya — mengurangkan kitaran percubaan fizikal daripada 10–15 kepada kurang daripada 5 setiap bahagian, menjimatkan masa dan kos bahan yang ketara
Di luar reka bentuk, sistem pemantauan pintar semakin tertanam dalam pengeluaran lukisan dalam mati diri mereka sendiri. Penderia daya piezoelektrik mengukur pengedaran daya pemegang kosong masa nyata, manakala penderia pelepasan akustik mengesan tanda awal pedih atau retak bahan sebelum bahagian yang rosak dihasilkan. Data daripada penderia ini dimasukkan ke dalam sistem pelaksanaan pembuatan (MES), membolehkan kawalan proses gelung tertutup yang melaraskan parameter penekan secara dinamik — mengekalkan kestabilan dimensi walaupun sifat kelompok bahan berbeza-beza antara lot gegelung.
Pemilihan Bahan dan Rawatan Permukaan untuk Jangka Hayat Alat yang Panjang
Hayat perkhidmatan bagi lukisan mati dalam pengeluaran automotif volum tinggi adalah faktor ekonomi yang kritikal. Set mati panel badan biasa mungkin dijangka menghasilkan 500,000 hingga 1,000,000 bahagian sebelum memerlukan pengubahsuaian yang besar. Untuk mencapai ini memerlukan pemilihan bahan cetakan dan rawatan permukaan yang dipadankan dengan bahan kerja dan jumlah pengeluaran yang teliti.
Bahan die yang biasa digunakan dalam pengecapan automotif termasuk:
- Besi tuang mulur (GGG70L) — kos efektif untuk cetakan isipadu rendah hingga sederhana, kebolehmesinan yang baik tetapi kekerasan yang lebih rendah (58–62 HRC selepas rawatan)
- Keluli alat (D2, DC53) — kekerasan yang lebih tinggi dan rintangan haus, diutamakan untuk acuan pembentukan keluli volum tinggi
- Sisipan karbida — digunakan pada zon sentuhan haus tinggi seperti jejari cetakan dan manik lukis, memanjangkan hayat perkhidmatan tempatan sebanyak 3–5× berbanding keluli alat sahaja
- Aloi gangsa aluminium — digunakan untuk acuan yang membentuk bahan kerja aluminium atau magnesium, mengelakkan pedih akibat gandingan bahan yang berbeza
Rawatan permukaan digunakan selepas pemesinan dan rawatan haba meningkatkan lagi prestasi. Nitriding meningkatkan kekerasan permukaan kepada 70 HRC sambil mengekalkan keliatan teras. Salutan PVD seperti TiAlN menawarkan kekerasan melebihi 3,000 HV dan mengurangkan pekali geseran daripada ~0.15 ke bawah 0.05 — menterjemah secara langsung kepada pengurangan penipisan dalam komponen ringan EV di mana keseragaman ketebalan dinding adalah penting untuk pengedap selongsong bateri dan prestasi struktur.
Menyesuaikan Dies Automotive Stamping untuk Trend Ringan dan Kekuatan Tinggi
Peralihan industri automotif yang semakin pantas ke arah pemberat ringan — didorong oleh kedua-dua kecekapan julat EV dan peraturan pelepasan — secara asasnya membentuk semula permintaan yang diletakkan pada stamping automotif mati . Keluli berkekuatan tinggi termaju (AHSS) dengan kekuatan tegangan melebihi 1,000 MPa, serta aloi aluminium siri 6xxx dan 7xxx, semakin menggantikan keluli lembut konvensional dalam aplikasi struktur. Bahan ini memerlukan daya pembentukan yang jauh lebih tinggi, kawalan BHF yang lebih tepat dan strategi pampasan springback yang dipertingkatkan berbanding dengan pendahulunya.
Bagi pengeluar yang membekalkan die ke dalam pasaran yang sedang berkembang ini, responsnya adalah berbilang arah. Struktur die sedang direka bentuk semula dengan ketegaran yang lebih tinggi untuk menahan beban pembentukan yang meningkat tanpa ralat dimensi yang disebabkan oleh pesongan. Saluran penyejukan dan pemanasan sedang disepadukan ke dalam badan cetakan untuk membolehkan pembentukan panas atau panas bagi keluli aluminium dan boron. Dan proses percubaan yang didorong oleh simulasi memampatkan garis masa pembangunan walaupun kerumitan bahagian meningkat.
Akhirnya, lukisan dalam mati untuk komponen automotif dan EV generasi akan datang mesti memberikan toleransi yang lebih ketat, hayat perkhidmatan yang lebih lama, persediaan yang lebih pantas dan keserasian dengan rangkaian bahan termaju yang lebih luas. Mencapai keseimbangan ini memerlukan pendekatan kejuruteraan bersepadu — menggabungkan pembuatan ketepatan, salutan termaju, pemantauan proses masa nyata dan kepakaran sains bahan — yang meletakkan teknologi die lukisan dalam sebagai pemboleh teras transformasi industri automotif.

Catatan Sebelumnya
Metal Stamping Parts: Types & Applications
Catatan Seterusnya
Mengapa Aloi Aluminium Menggantikan Keluli dalam Bahagian Setem Elektronik?
kami Produk.
Mulakan Perniagaan Anda dengan Pengeluar OEM Di Sini!
Menyediakan pelanggan global dengan penyelesaian kunci yang lengkap
melalui
inovasi!
PAUTAN CEPAT
BERITA
MAKLUMAT HUBUNGI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
Hak Cipta © Suzhou Shuangqisi Mould Equipment Co., Ltd. Hak Cipta Terpelihara. Die Setem Tersuai Pengeluar Die Setem Logam
