-
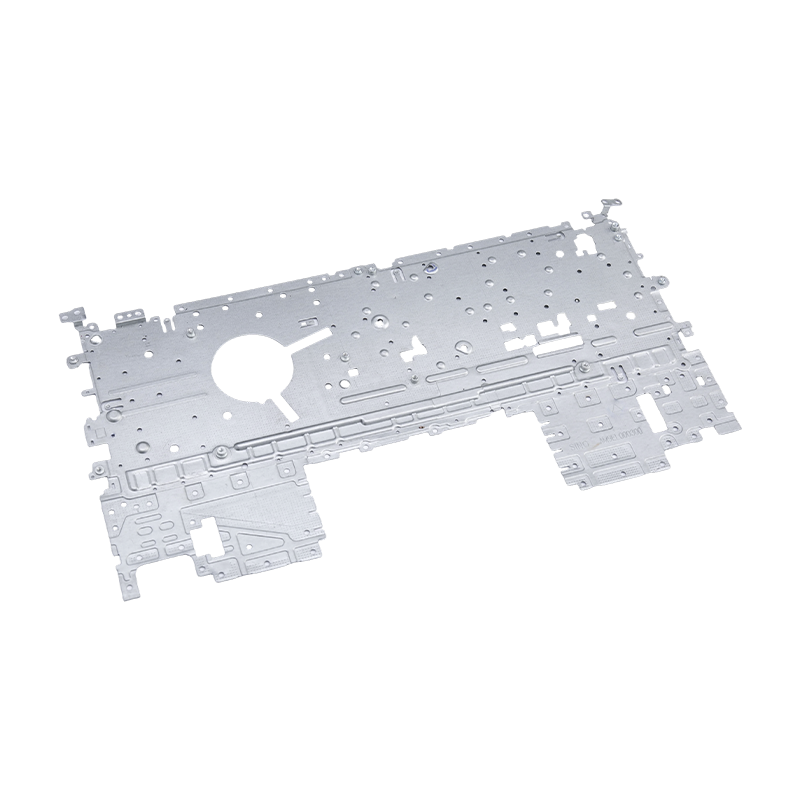
Bahagian pengecap komputer riba
Bahagian pengecap komputer riba kami ialah komp...
-
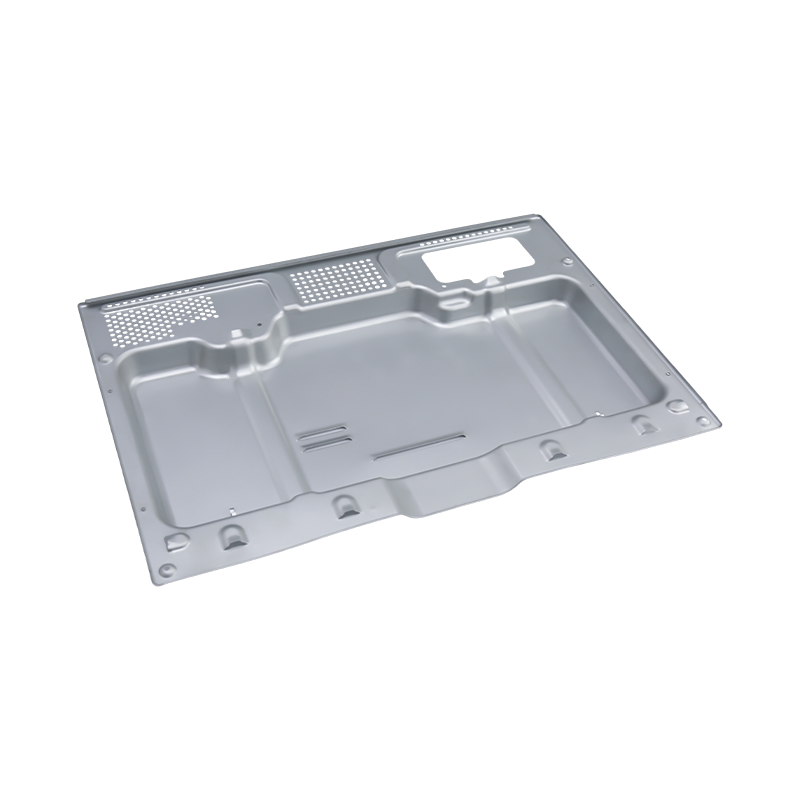
Bahagian pengecap ketuhar mewah
Bahagian pengecap ketuhar mewah kami ialah komp...
-
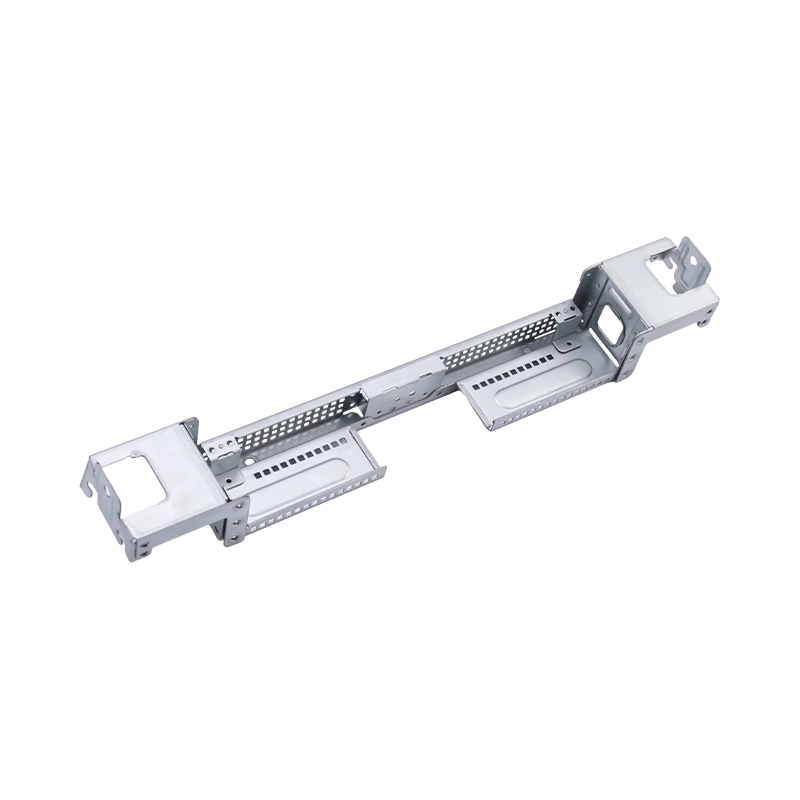
Bahagian pengecap komputer besar mewah
Bahagian pengecap komputer besar mewah kami ial...
-
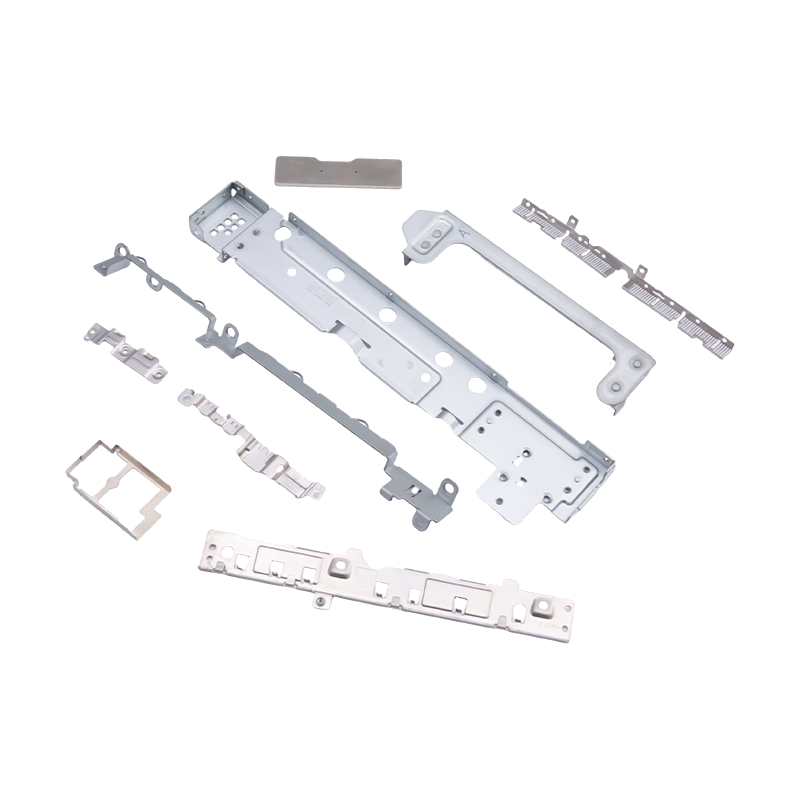
Bahagian bercop kecil untuk komputer riba dan telefon bimbit
Sebagai komponen dalaman yang penting untuk ele...
-
Bahagian pengecap kerusi kereta
Bahagian pengecap kerusi kereta ialah komponen ...
-

Bahagian pengecap perumahan motor automotif
Bahagian pengecap perumahan motor automotif ial...
Berita Industri
Rumah / Berita / Berita Industri / Perbandingan Kos: Bahagian Pengecapan Logam VS Produk Bahagian Lukisan Logam pada 2026
Perbandingan Kos: Bahagian Pengecapan Logam VS Produk Bahagian Lukisan Logam pada 2026
2026-02-25
Mengapa Perbandingan Kos Antara Dua Proses Ini Selalunya Mengelirukan
Apabila pengeluar menilai bahagian pengecap logam terhadap produk bahagian lukisan logam, perbualan hampir selalu bermula dengan harga unit — dan di situlah kebanyakan perbandingan kos menjadi salah. Harga sekeping yang boleh dilihat pada sebut harga pembekal hanya menggambarkan satu lapisan struktur kos berbilang lapisan yang merangkumi pelunasan alatan, penggunaan bahan, operasi sekunder, kejatuhan kualiti dan implikasi masa pendahuluan. Bahagian pengecap logam yang memetik harga pada $0.45 setiap keping mungkin membawa $85,000 dalam alat cetakan progresif yang memerlukan 900,000 unit untuk dilunaskan, manakala produk bahagian lukisan logam pada harga $0.78 setiap keping mungkin tidak memerlukan pemesinan sekunder dan langkah pemasangan sifar kerana geometri yang dilukis menyepadukan ciri yang tidak dapat dihasilkan oleh pengecapan dalam satu operasi. Menilai kedua-dua proses ini dengan tepat pada tahun 2026 memerlukan pembinaan jumlah kos model pemilikan dan bukannya membandingkan harga unit item baris secara berasingan.
Perbandingan ini juga telah berkembang lebih kompleks pada tahun 2026 kerana turun naik harga bahan - terutamanya untuk keluli tergelek sejuk, tahan karat dan aluminium - telah mengubah ekonomi relatif kedua-dua proses dengan cara yang tidak wujud dua atau tiga tahun lalu. Lukisan dalam ialah proses intensif bahan di mana saiz kosong jauh lebih besar daripada tapak bahagian siap, bermakna turun naik kos bahan mentah melanda bahagian yang dilukis dengan lebih keras pada setiap bahagian berbanding dengan bahagian kosong yang dicop. Memahami di mana setiap proses berada dalam persekitaran kos semasa memerlukan pemeriksaan setiap pemacu kos secara individu sebelum mensintesis perbandingan keseluruhan.
Pelaburan Perkakas: Kos Pendahuluan dan Kadar Pelunasan
Kos perkakas ialah pembolehubah tunggal terbesar yang memisahkan ekonomi bahagian pengecap logam daripada produk bahagian lukisan logam pada volum pengeluaran rendah hingga sederhana. Die stamping progresif untuk pendakap atau terminal yang sederhana kompleks — katakan, enam hingga lapan stesen dengan dua tindikan dan satu operasi pembentukan — biasanya memerlukan pelaburan dalam julat $40,000 hingga $120,000 bergantung pada saiz cetakan, pemilihan keluli dan toleransi yang diperlukan. Set dadu lukisan dalam untuk komponen cangkerang dengan ketebalan bahan yang setanding melibatkan dadu seri, pemegang kosong, dadu lukis semula jika beberapa hantaran cabutan diperlukan, dadu pemangkasan, dan selalunya dadu bebibir atau menyeterika — satu keluarga alat lengkap yang biasanya berjumlah $60,000 hingga $200,000 untuk bahagian sederhana kompleks.
Pengiraan pelunasan bergantung sepenuhnya pada volum tahunan. Pertimbangkan perbandingan berikut untuk bahagian hipotetikal yang berjalan pada tiga peringkat volum yang berbeza:
| Jilid Tahunan | Kos Perkakas Setem / Unit (seumur hidup 5 tahun) | Kos Perkakas Lukisan / Unit (seumur hidup 5 tahun) | Kelebihan Kos Perkakas |
| 50,000 unit/thn | $0.32 | $0.52 | Setem sebanyak $0.20/pc |
| 250,000 unit/thn | $0.064 | $0.104 | Setem sebanyak $0.04/pc |
| 1,000,000 unit/thn | $0.016 | $0.026 | Setem sebanyak $0.01/pc |
Kelebihan kos perkakas bahagian pengecap logam berbanding produk bahagian lukisan logam mengecut dengan cepat apabila volum meningkat, kerana pada volum yang sangat tinggi kos perkakas seunit menjadi diabaikan untuk kedua-dua proses. Perbezaan dolar mutlak paling penting pada volum yang rendah — iaitu di mana banyak pengeluar membuat keputusan pelaburan perkakas — bermakna perbandingan kos perkakas mempunyai kepentingan praktikal yang paling tinggi tepat apabila ia diteliti dengan teliti.
Kos Bahan dan Kecekapan Penggunaan
Kos bahan bagi setiap bahagian siap ialah produk bahagian lukisan logam secara konsisten menunjukkan kelemahan berbanding bahagian pengecap logam untuk komponen yang setara secara geometri. Lukisan dalam memerlukan diameter kosong yang jauh lebih besar daripada diameter bahagian siap — nisbah seri (diameter kosong dibahagikan dengan diameter tebuk) biasanya berkisar antara 1.8 hingga 2.2 untuk operasi cabutan tunggal — bermakna 50% hingga 60% lebih banyak logam memasuki proses daripada yang muncul di bahagian siap. Sebahagian daripada bahan itu diagihkan semula ke dalam ketebalan dinding cangkerang yang dilukis dan bukannya menjadi sekerap, tetapi elaun trim yang dikeluarkan selepas lukisan menjadi sekerap. Untuk perumah keluli tahan karat yang dilukis dengan diameter 100mm dan kedalaman 60mm, kosong mungkin berukuran 230mm diameter, menghasilkan gelang sekerap dengan kandungan bahan yang besar yang mesti dikreditkan semula melalui pemulihan sekerap dengan diskaun yang ketara kepada kos bahan mentah.
Bahagian pengecap logam, sebaliknya, boleh mencapai kadar penggunaan susun atur jalur sebanyak 70–85% untuk bahagian dengan geometri yang menggalakkan — bermakna 70–85% berat gegelung masuk berakhir sebagai bahagian siap. Baki 15–30% menjadi rangka sekerap, yang dikitar semula pada kadar per kilogram yang biasanya 15–25% daripada harga pembelian bahan mentah. Pada tahun 2026, dengan harga keluli tergelek sejuk dalam julat $700–$850 setiap tan metrik dan tahan karat pada $2,200–$2,800 setiap tan metrik, jurang pemulihan sekerap antara susun atur pengecap penggunaan tinggi dan kosong lukisan yang kurang cekap boleh menambah $0.05–$0.25 setiap keping pada perbezaan kos pengeluaran yang berkesan berbanding bahagian yang dicop dengan ketara. volum melebihi 200,000 unit setahun.
Buruh, Masa Kitaran dan Kos Akhbar Setiap Bahagian
Bahagian pengecap logam yang dihasilkan pada cetakan progresif biasanya berjalan pada 80–400 lejang seminit, dengan setiap lejang menghasilkan satu bahagian siap. Pada 200 SPM pada mesin penekan 80 tan dengan kos operasi kira-kira $60–$90 sejam, kos akhbar setiap bahagian ialah $0.005–$0.0075. Produk bahagian lukisan logam memerlukan beberapa operasi penekanan — mengosongkan, cabutan pertama, lukis semula jika perlu, pemangkasan, dan selalunya operasi bebibir atau menindik yang berasingan — setiap satu berjalan pada 20–60 SPM memandangkan kelajuan pembentukan yang lebih perlahan diperlukan untuk mengawal aliran logam dalam lukisan dalam. Walaupun setiap operasi individu berjalan pada 40 SPM, jujukan lukisan empat operasi menggunakan empat kali lebih banyak masa tekan terkumpul bagi setiap bahagian siap daripada bahagian setem satu pukulan, menghasilkan kos akhbar setiap bahagian yang biasanya 4–8× lebih tinggi daripada komponen setem yang setara pada asas setiap operasi setiap bahagian.
Walau bagaimanapun, pengiraan ini berubah secara material apabila bahagian yang dilukis menghapuskan operasi sekunder yang diperlukan oleh setem yang setara. Perumah yang dilukis yang menyepadukan bahagian bawah, empat dinding dan ciri rim dalam keluarga bahagian tunggal boleh menggantikan pemasangan bercop tiga atau empat komponen berasingan yang mesti dikimpal atau diikat bersama. Apabila buruh, kos lekapan dan risiko kualiti operasi pemasangan itu dimasukkan ke dalam model kos untuk bahagian pengecap logam, kelebihan masa kitaran yang jelas bagi pengecapan boleh diimbangi sebahagian atau sepenuhnya oleh kos hiliran yang dielakkan dalam lukisan.
Kos Kualiti, Kadar Scrap dan Operasi Sekunder
Kos berkaitan kualiti mempengaruhi kedua-dua proses secara berbeza dan sering diketepikan daripada perbandingan kos awal. Bahagian pengecap logam dalam cetakan progresif yang diselenggara dengan baik yang menjalankan bahan stabil biasanya mencapai kadar sekerap di bawah 0.5% semasa pengeluaran keadaan mantap. Produk bahagian lukisan logam lebih sensitif kepada variasi bahan yang masuk — terutamanya kebolehubahan kekuatan hasil dalam gegelung — kerana nisbah cabutan ditetapkan kepada sifat bahan nominal, dan sekumpulan bahan di hujung atas julat kekuatan hasil boleh menyebabkan kedutan atau patah pada nisbah seri yang sama yang menghasilkan bahagian yang baik dengan bahan sifat nominal. Proses lukisan dalam kawalan biasanya berjalan pada 1–3% sekerap bergantung pada keterukan cabutan dan ketekalan bahan, dan bahagian sekerap adalah lebih besar dan lebih berat daripada setem sekerap, menjadikan kos bahan kejatuhan kualiti secara berkadar lebih tinggi bagi setiap bahagian yang ditolak.
Operasi sekunder menambah secara berbeza kepada kos setiap jenis produk. Kos sekunder biasa yang perlu diambil kira semasa membina perbandingan lengkap termasuk:
- Menyahkan: Bahagian pengecap logam dengan tepi dikosongkan selalunya memerlukan deburring atau gelek tepi sebelum dipasang atau digunakan. Bahagian yang dilukis mempunyai dinding yang licin dan tidak terganggu tanpa tepi yang dicukur pada dinding sisi, walaupun tepi trim pada rim memerlukan perhatian.
- Rawatan permukaan: Kedua-dua jenis bahagian mungkin memerlukan penyaduran, salutan atau pempasifan, tetapi bahagian yang dilukis dengan geometri tertutup boleh menimbulkan isu perangkap dalam mandian rawatan cecair yang tidak memerlukan bahagian yang dicop rata, kadangkala memerlukan lubang saliran atau rak khusus yang menambahkan kos proses.
- Penghapusan perhimpunan: Seperti yang dinyatakan di atas, bahagian yang dilukis selalunya menghapuskan langkah-langkah kimpalan, rivet atau pengikat yang diperlukan oleh pemasangan setem, dan kos pemasangan yang dielakkan harus dikreditkan ke dalam proses lukisan dalam perbandingan lengkap.
- Pemesinan: Bahagian pengecap logam boleh mencapai lokasi lubang dan toleransi profil dalam julat ±0.05–0.10mm tanpa pemesinan sekunder. Produk bahagian lukisan logam mungkin memerlukan benang yang dimesin, saiz lubang yang tepat atau pembetulan kerataan pada muka bebibir yang boleh dicapai dengan pengecapan dalam-mati, menambah $0.10–$0.50 setiap keping dalam kos pemesinan untuk komponen yang dilukis dengan toleransi ketat.
Rangka Kerja Keputusan: Proses Yang Menjimatkan Lebih Banyak Wang pada 2026
Berdasarkan pemacu kos yang dianalisis di atas, rangka kerja berikut menyediakan panduan praktikal untuk menentukan proses yang memberikan jumlah kos yang lebih rendah untuk aplikasi tertentu dalam keadaan pasaran 2026. Baik bahagian pengecap logam mahupun produk bahagian lukisan logam secara kategorinya tidak lebih murah — jawapannya bergantung pada gabungan khusus faktor di bawah.
| Faktor Keputusan | Menggemari Bahagian Setem Logam | Menggemari Produk Bahagian Lukisan Logam |
| Bahagian geometri | Profil rata atau cetek, ciri 2D | Cangkang 3D, bentuk tertutup, dinding dalam |
| Jumlah tahunan | Sebarang isipadu dengan geometri ringkas | Sederhana hingga tinggi (mengimbangi kos perkakas) |
| Kepekaan kos bahan | Kos bahan yang tinggi — penggunaan yang lebih baik | Lebih rendah apabila lukisan menghapuskan pemasangan |
| Perhimpunan di hilir | Bahagian adalah satu komponen pemasangan yang lebih besar | Bahagian yang dilukis menggantikan pemasangan berbilang keping |
| Keperluan toleransi | Toleransi dalam satah yang ketat, lokasi lubang | Keseragaman ketebalan dinding, kepungan lancar |
Pendekatan yang paling boleh dipercayai pada tahun 2026 adalah meminta sebut harga serentak untuk kedua-dua proses di mana geometri bahagian membenarkannya, dengan menyatakan bahawa jumlah perbandingan kos mesti termasuk pelunasan alatan, operasi sekunder dan andaian kadar sekerap dan bukannya harga unit sahaja. Pembekal yang mempunyai pengalaman tulen dalam kedua-dua bahagian pengecap logam dan produk bahagian lukisan logam akan dapat mengenal pasti di mana titik silang kos terletak untuk gabungan bahagian dan volum tertentu — dan analisis itu, yang dilakukan dengan teliti, bernilai lebih daripada mana-mana peraturan kos umum.

Catatan Sebelumnya
Mengapakah Dies Setem Elektronik Memerlukan Toleransi Yang Lebih Ketat Daripada Mati Setem Perkakas Rumah?
Catatan Seterusnya
Apakah Perbezaan Antara Progresif dan Pemindahan Metal Stamping Dies?
kami Produk.
Mulakan Perniagaan Anda dengan Pengeluar OEM Di Sini!
Menyediakan pelanggan global dengan penyelesaian kunci yang lengkap
melalui
inovasi!
PAUTAN CEPAT
BERITA
MAKLUMAT HUBUNGI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
Hak Cipta © Suzhou Shuangqisi Mould Equipment Co., Ltd. Hak Cipta Terpelihara. Die Setem Tersuai Pengeluar Die Setem Logam
