-
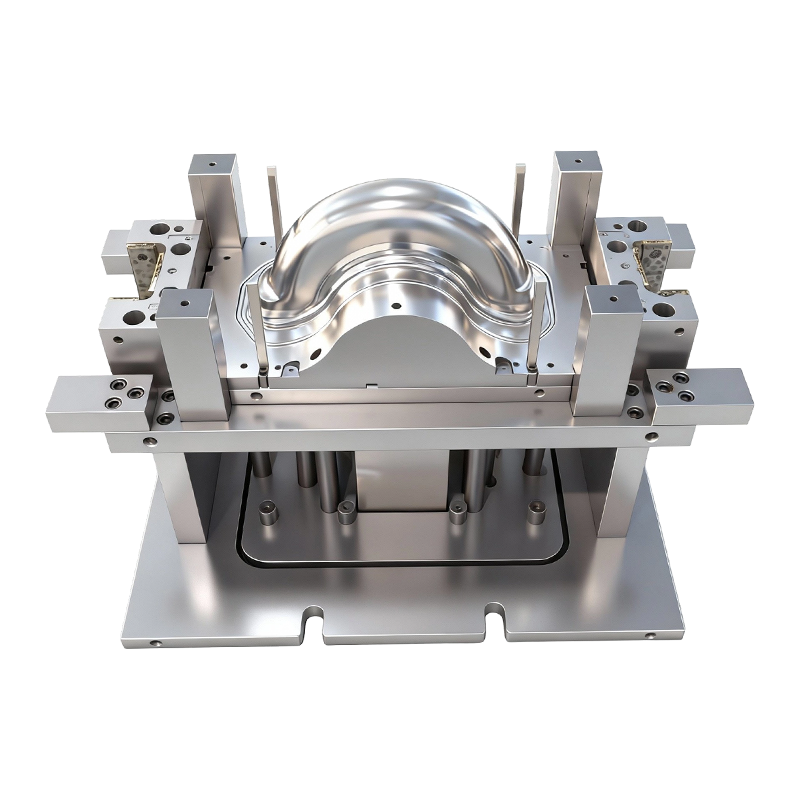
Acuan lukisan dalam untuk roda hadapan dan belakang kenderaan elektrik beroda dua
Acuan lukisan dalam untuk roda hadapan dan bela...
-
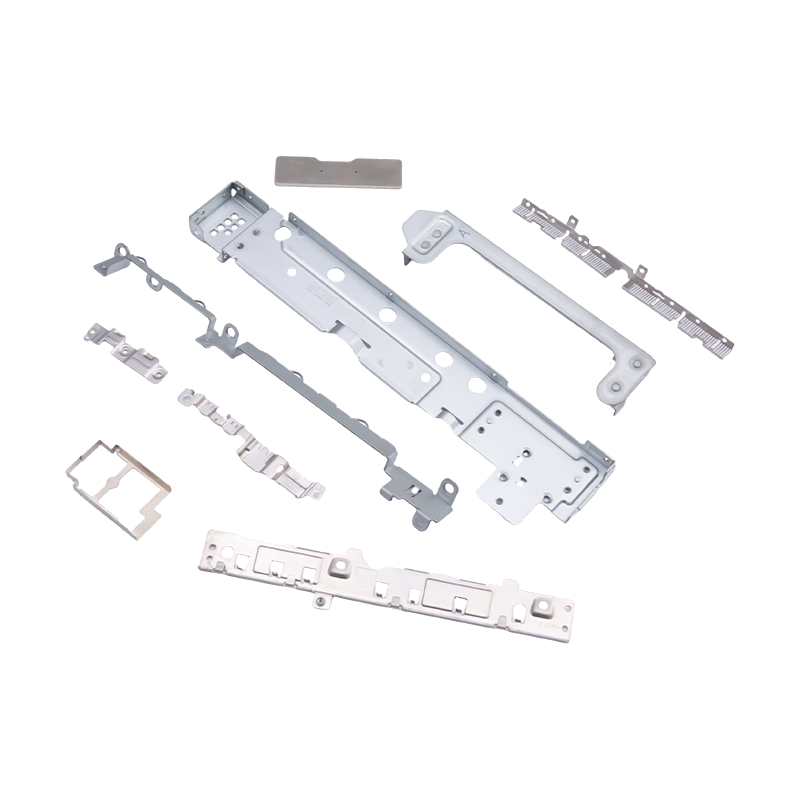
Bahagian bercop kecil untuk komputer riba dan telefon bimbit
Sebagai komponen dalaman yang penting untuk ele...
-
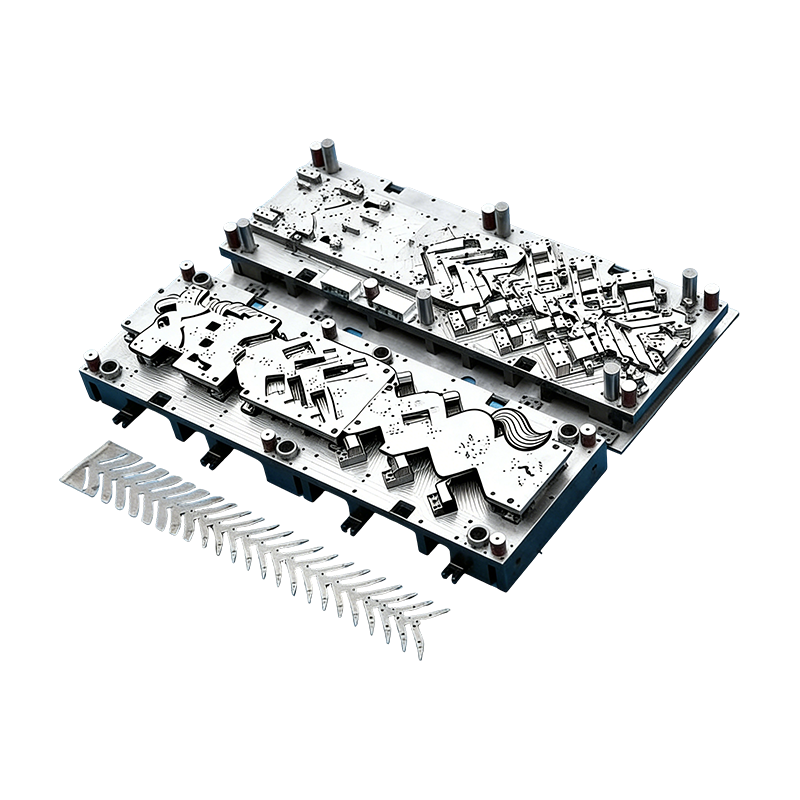
Acuan progresif untuk bahagian automotif
Acuan Berterusan untuk perumahan motor automoti...
-
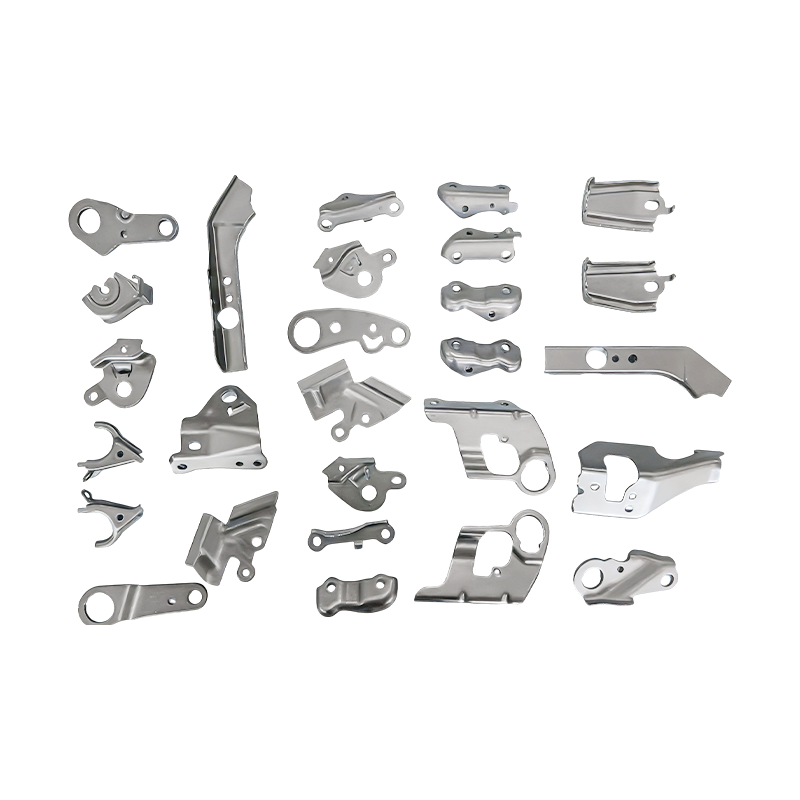
Bahagian automotif kecil bahagian pengecap progresif die
Bahagian automotif kecil kami bahagian pengecap...
Berita Industri
Rumah / Berita / Berita Industri / Apakah Perbezaan Antara Progresif dan Pemindahan Metal Stamping Dies?
Apakah Perbezaan Antara Progresif dan Pemindahan Metal Stamping Dies?
2026-02-25
Bagaimana Setiap Jenis Die Memindahkan Bahan Melalui Akhbar
Perbezaan paling asas antara cetakan pengecap logam progresif dan pemindahan terletak pada cara bahan kerja bergerak dari satu stesen pembentukan ke stesen seterusnya. Dalam acuan progresif, kosong kekal melekat pada jalur gegelung asal sepanjang keseluruhan jujukan pembentukan. Jalur maju dengan padang tetap dengan setiap lejang akhbar, membawa bahagian yang terbentuk sebahagiannya melalui stesen berturut-turut - menindik, lancing, membongkok, melukis - sehingga bahagian siap dipotong bebas dari rangka di stesen akhir. Bahagian itu tidak pernah dipisahkan secara fizikal daripada jalur sehingga pembentukan selesai, yang bermaksud jalur itu sendiri bertindak sebagai pembawa dan mencari rujukan untuk setiap operasi.
Pemindahan cetakan logam mati beroperasi pada prinsip asas yang berbeza. Kosong dipotong daripada gegelung atau helaian di stesen pertama dan kemudian dialihkan sebagai sekeping bebas dan bebas dari stesen ke stesen oleh sistem jari pemindahan mekanikal atau dipacu servo. Oleh kerana bahagian itu tidak lagi disambungkan ke jalur, ia boleh diubah kedudukan, terbalik atau diorientasikan semula antara stesen — pergerakan yang mustahil secara geometri apabila bahan kerja masih disambungkan pada pembawa berterusan. Perbezaan dalam cara bahan dikendalikan ini merupakan punca kepada hampir setiap perbezaan lain antara kedua-dua jenis die dari segi keupayaan, kos dan aplikasi.
Bahagian Geometri dan Kerumitan Pembentukan
Die pengecap logam progresif paling sesuai untuk bahagian yang agak rata atau berprofil cetek. Memandangkan bahagian itu kekal dalam jalur, jumlah ketinggian mana-mana ciri yang terbentuk dikekang oleh keperluan untuk jalur meneruskan penyusuan dengan bersih melalui acuan tanpa geometri yang terbentuk mengotori stesen bersebelahan atau struktur acuan itu sendiri. Untuk bahagian dengan kedalaman lukisan sederhana — kurungan, terminal, klip, laminasi dan perkakasan bahagian nipis — kekangan ini jarang penting, dan perkakas progresif adalah pilihan semula jadi. Susun atur jalur selalunya boleh direka bentuk untuk mencapai kadar penggunaan bahan melebihi 75%, dan ketiadaan mekanisme pemindahan bermakna lebih sedikit komponen mekanikal dan sistem keseluruhan yang lebih ringkas.
Pemindahan metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Kelajuan, Throughput dan Jumlah Pengeluaran
Pengecapan logam progresif secara konsisten mengatasi prestasi die pemindahan dalam pukulan seminit. Oleh kerana tiada mekanisme pemindahan untuk disegerakkan — tiada jari untuk memanjang, mencengkam, bergerak dan menarik balik antara pukulan — dadu progresif boleh beroperasi pada kelajuan 200 hingga 1,500 SPM bergantung pada kerumitan bahagian dan keupayaan tekan. Untuk pengeluaran bahagian volum tinggi, kecil hingga sederhana yang diukur dalam berjuta-juta keping setiap tahun, kelebihan kelajuan ini diterjemahkan kepada manfaat daya pengeluaran yang menentukan yang sukar dipadankan oleh kaedah pengecapan lain.
Pemindahan dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Perbandingan Kos Alatan, Penyelenggaraan dan Persediaan
Pelaburan perkakasan dan kos penyelenggaraan berterusan berbeza dengan ketara antara kedua-dua jenis cetakan, dan memahami perbezaan ini adalah penting untuk membuat keputusan penyumberan yang baik.
| Faktor | Pengecapan Logam Progresif Mati | Pemindahan Metal Stamping Dies |
| Kos peralatan awal | Sederhana hingga tinggi | Tinggi hingga sangat tinggi |
| Masa persediaan setiap larian | Lebih pendek - set die tunggal | Lebih lama — sistem pemindahan mesti ditetapkan masa dan dilaraskan |
| Kerumitan penyelenggaraan | Sederhana — mengasah tebuk/mati, memakai juruterbang | Lebih tinggi — pindahkan jari, rel dan pemasaan menambah titik haus |
| fleksibiliti perubahan mati | Terhad — stesen saling bergantung | Lebih tinggi - mati stesen individu boleh ditukar secara bebas |
| Kelantangan berdaya maju minimum | Tinggi (lunaskan kos berbanding volum) | Sederhana hingga tinggi |
Satu kelebihan penyelenggaraan yang memindahkan acuan pengecap logam dipegang ke atas perkakas progresif ialah keupayaan untuk menyervis atau menggantikan acuan stesen individu tanpa membina semula keseluruhan alatan. Memandangkan setiap stesen mati adalah unit diskret, stesen seri yang haus boleh ditarik dan diratakan semula sementara yang lain kekal di akhbar. Dalam acuan progresif, semua stesen disepadukan ke dalam pemasangan kompaun tunggal, bermakna sebarang penyelenggaraan yang memerlukan pembongkaran acuan mempengaruhi keseluruhan alat dan keseluruhan pengeluaran.
Penggunaan Bahan dan Perbezaan Kadar Scrap
Penggunaan bahan adalah satu lagi kawasan di mana kedua-dua jenis die berbeza secara bermakna. Die pengecapan logam progresif menghasilkan rangka sekerap yang berterusan - jalur yang tinggal selepas bahagian kosong atau bahagian siap dikeluarkan - yang mesti dikendalikan, dicincang dan dilupuskan atau dikitar semula. Bergantung pada geometri bahagian dan kecekapan susun atur jalur, rangka sekerap boleh mewakili 20–40% daripada jumlah berat gegelung yang digunakan. Reka letak jalur yang canggih dengan pengosongan bersudut, bahagian tangan bertentangan berjalin atau konfigurasi berbilang baris boleh mengurangkan angka ini dengan ketara, tetapi rangka adalah hasil sampingan yang tidak dapat dielakkan daripada pemprosesan dalam jalur.
Pemindahan metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Memilih Jenis Die yang Tepat untuk Permohonan Anda
Memilih antara cetakan pengecap logam progresif dan pindahan harus didorong oleh penilaian berstruktur keperluan bahagian dan bukannya kos semata-mata. Kriteria berikut menyediakan rangka kerja keputusan yang praktikal:
- Bahagian geometri: Jika bahagian itu boleh dibentuk sepenuhnya sambil kekal rata dalam jalur — semua ciri boleh diakses dari atas atau bawah tanpa meletakkan semula — perkakas progresif adalah sesuai. Jika bahagian itu memerlukan pembentukan pada beberapa muka, lukisan dalam melebihi nisbah kedalaman-ke-diameter kira-kira 1:1, atau operasi di bahagian bawah bebibir, perkakas pemindahan diperlukan.
- Jumlah pengeluaran: Jumlah tahunan yang sangat tinggi (biasanya melebihi 500,000 keping setahun untuk bahagian pertengahan kerumitan) memihak kepada cetakan progresif kerana kelebihan kelajuan mengurangkan kos masa akhbar setiap keping dengan ketara. Die pindahkan lebih menjimatkan untuk volum sederhana di mana geometri bahagian menjadikan perkakas progresif mustahil.
- Saiz bahagian: Bahagian format besar — yang melebihi kira-kira 400mm dalam mana-mana dimensi — menjadi tidak praktikal dalam acuan progresif kerana keperluan panjang dan lebar gegelung yang terhasil melebihi kapasiti pengendalian penekan dan gegelung biasa. Talian pemindahan mengendalikan bahagian besar dengan lebih praktikal dengan menggunakan acuan stesen individu bersaiz pada bahagian dan bukannya satu alat progresif yang memanjang.
- Keperluan ketepatan dimensi: Die progresif mencari bahagian melalui pin perintis yang berlubang pada jalur, manakala die pindahan mencari tempat kosong individu melalui ciri bahagian atau perkakas sarang di setiap stesen. Bagi bahagian yang toleransi kedudukan antara ciri lebih ketat daripada ±0.05mm, strategi pengesanan setiap jenis dadu mesti dinilai dengan teliti terhadap timbunan toleransi yang akan dihasilkannya.
- Fleksibiliti reka bentuk masa hadapan: Jika reka bentuk bahagian dijangka berubah semasa kitaran hayat produk, perkakas pemindahan menawarkan kebolehsuaian yang lebih besar kerana setiap stesen mati boleh diubah suai secara bebas. Menukar ciri dalam acuan progresif selalunya memerlukan kejuruteraan semula berbilang stesen yang saling bergantung secara serentak.
Dalam amalan, keputusan itu jarang dibuat secara berasingan. Pengilang acuan yang berpengalaman akan menilai lukisan bahagian, ramalan volum tahunan, sumber akhbar yang tersedia, dan keperluan pemasangan hiliran bersama-sama sebelum mengesyorkan strategi perkakas. Kedua-dua cetakan pengecap logam progresif dan pindahan mewakili teknologi matang dan difahami dengan baik — kuncinya ialah memadankan teknologi yang betul dengan permintaan khusus aplikasi dan bukannya mengikut mana-mana pendekatan yang paling biasa.

Catatan Sebelumnya
Perbandingan Kos: Bahagian Pengecapan Logam VS Produk Bahagian Lukisan Logam pada 2026
Catatan Seterusnya
Industri cetakan cetakan automotif sedang memulakan pusingan baharu peningkatan teknologi.
kami Produk.
Mulakan Perniagaan Anda dengan Pengeluar OEM Di Sini!
Menyediakan pelanggan global dengan penyelesaian kunci yang lengkap
melalui
inovasi!
PAUTAN CEPAT
BERITA
MAKLUMAT HUBUNGI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
Hak Cipta © Suzhou Shuangqisi Mould Equipment Co., Ltd. Hak Cipta Terpelihara. Die Setem Tersuai Pengeluar Die Setem Logam
