
-
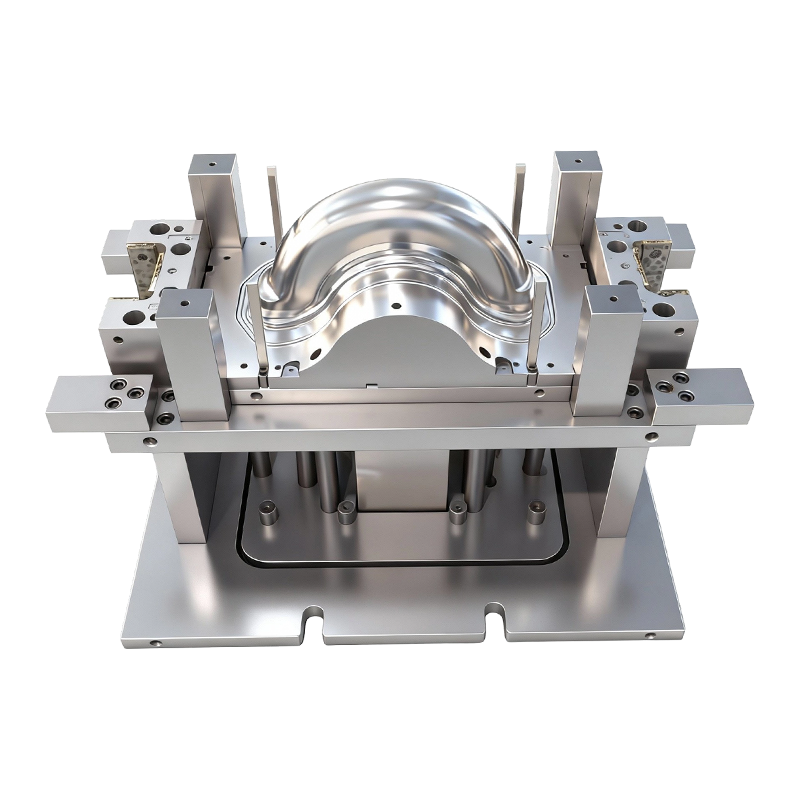
Acuan lukisan dalam untuk roda hadapan dan belakang kenderaan elektrik beroda dua
Acuan lukisan dalam untuk roda hadapan dan bela...
-
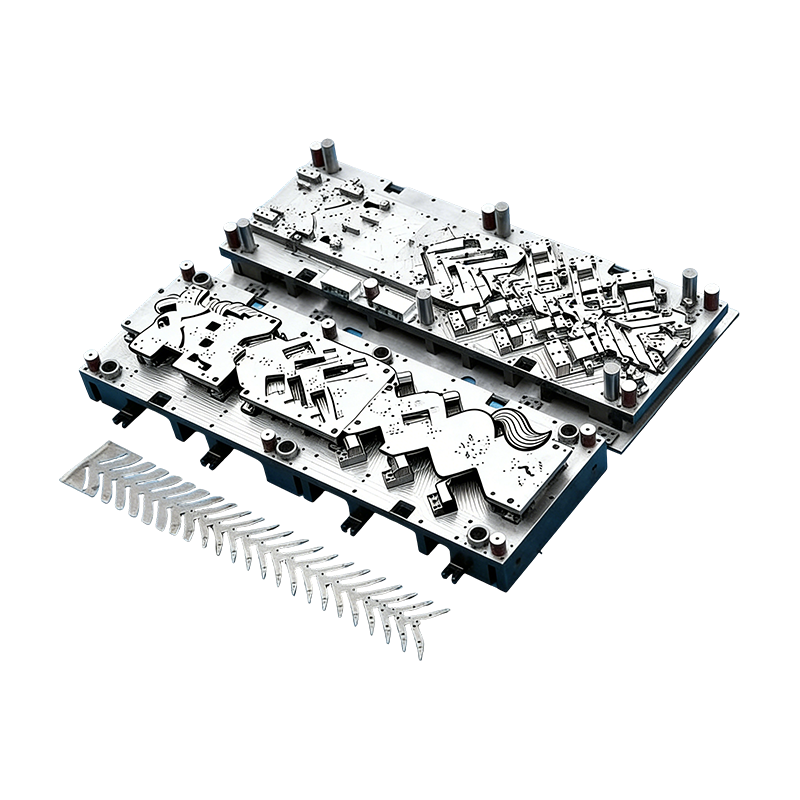
Acuan progresif untuk bahagian automotif
Acuan Berterusan untuk perumahan motor automoti...
-
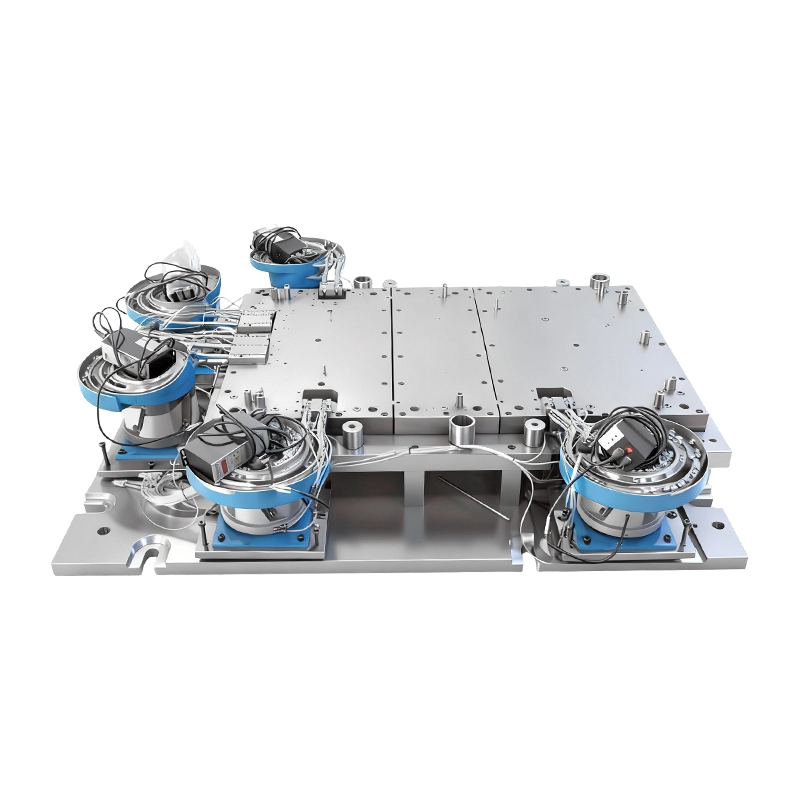
Acuan memukau automatik untuk pangkalan mesin komputer yang besar
Acuan Riveting Automatik untuk Pangkalan Mesin ...
-
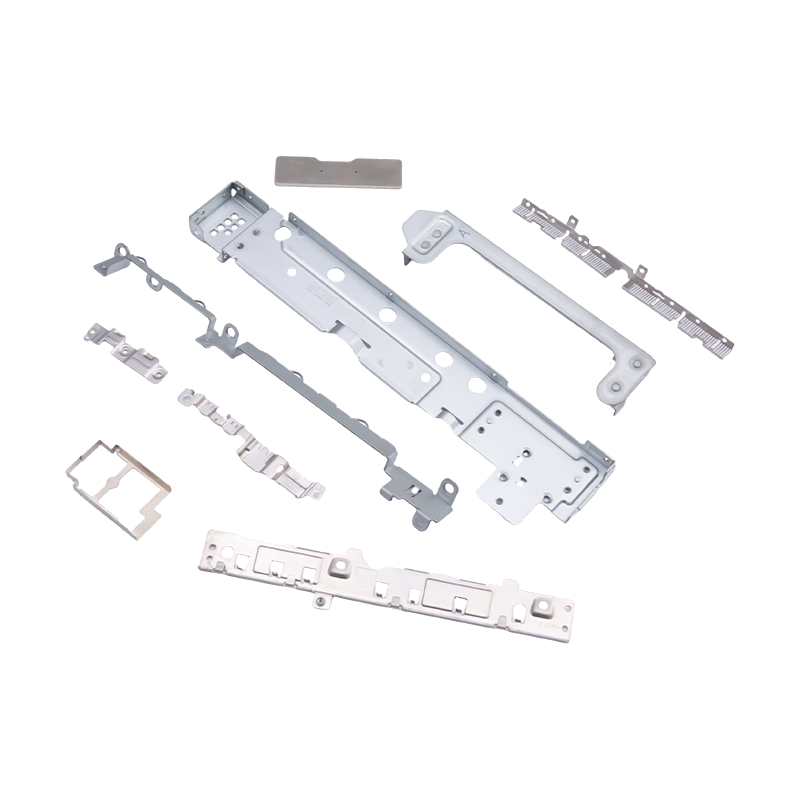
Bahagian bercop kecil untuk komputer riba dan telefon bimbit
Sebagai komponen dalaman yang penting untuk ele...
-

Bahagian pengecap perumahan motor automotif
Bahagian pengecap perumahan motor automotif ial...
-
Bahagian automotif kecil bahagian pengecap progresif die
Bahagian automotif kecil kami bahagian pengecap...
Berita Industri
Rumah / Berita / Berita Industri / Panduan untuk Lukisan Dalam Metal Stamping Dies untuk Alat Ganti Automotif
Panduan untuk Lukisan Dalam Metal Stamping Dies untuk Alat Ganti Automotif
2026-03-30
Asas Lukisan Dalam dalam Pengecapan Logam Mati
Dalam dunia pembuatan yang kompleks, Metal Stamping Dies berfungsi sebagai tulang belakang untuk menghasilkan besar-besaran komponen logam tepat. Di antara pelbagai jenis operasi pengecapan, lukisan dalam menonjol sebagai proses kritikal untuk mengubah kepingan logam leper kepada bentuk berongga tiga dimensi. Tidak seperti lenturan atau pemotongan mudah, lukisan dalam melibatkan interaksi daya yang canggih di mana pukulan memaksa logam kosong ke dalam rongga dadu. Objektif utama adalah untuk mengawal aliran bahan, memastikan helaian meregang dan mengalir ke dalam geometri yang dikehendaki tanpa menjejaskan integriti struktur atau keseragaman ketebalannya. Proses ini adalah penting untuk mencipta bahagian yang memerlukan kedalaman yang ketara berbanding diameternya, satu keperluan biasa dalam industri daripada barangan pengguna kepada jentera berat.
Mekanik lukisan dalam sangat bergantung pada ubah bentuk plastik bahan. Apabila pukulan menurun, kosong logam dilukis di atas jejari dadu. Kawasan kosong yang terletak di atas bukaan dadu menjadi dinding cawan atau bahagian, manakala bebibir luar ditarik secara jejari ke dalam. Lukisan jejari ini menyebabkan diameter bebibir mengecut, yang secara semula jadi mendorong tegasan gelung mampatan. Jika tekanan ini tidak diuruskan dengan betul, bahan tersebut akan melengkung, menyebabkan kedutan. Sebaliknya, jika tegasan tegangan di dinding cawan melebihi kekuatan hasil bahan, bahagian tersebut akan koyak atau retak. Oleh itu, reka bentuk Metal Stamping Dies untuk lukisan dalam bukan hanya mengenai bentuk; ia adalah mengenai pengurusan tekanan.
Mengawal Pengaliran Bahan dan Mencegah Kecacatan
Untuk mencapai cabutan dalam yang berjaya, jurutera mesti mengawal parameter dengan teliti seperti daya pemegang kosong dan pelepasan mati. Pemegang kosong, atau pad tekanan, menggunakan jumlah daya tertentu pada bebibir kosong. Daya ini adalah keseimbangan yang halus: ia mestilah cukup tinggi untuk mengelakkan bahan daripada berkedut semasa ia mengalir ke dalam, tetapi cukup rendah untuk membolehkan bahan meluncur bebas ke dalam rongga acuan. Jika daya terlalu tinggi, bahan tidak boleh mengalir, membawa kepada penipisan dan akhirnya patah pada jejari punch. Jika terlalu rendah, tegasan mampatan dalam bebibir menyebabkan kedutan yang tidak sedap dipandang dan lemah dari segi struktur.
Pembersihan mati adalah satu lagi faktor penting. Ini merujuk kepada jurang antara pukulan dan dinding mati. Dalam lukisan dalam standard, kelegaan biasanya lebih besar sedikit daripada ketebalan kepingan untuk membolehkan bahan mengalir tanpa menyeterika yang berlebihan. Walau bagaimanapun, dalam proses yang dikenali sebagai "lukisan dalam menipis" atau "menyeterika", kelegaan sengaja ditetapkan lebih kecil daripada ketebalan bahan awal. Ini mengurangkan ketebalan dinding dan meningkatkan ketinggian bahagian sambil meningkatkan kemasan permukaan dan ketepatan dimensi. Untuk memudahkan aliran ini dan mengurangkan geseran, yang menghasilkan haba dan haus, pelinciran adalah kritikal. Pelincir termaju dan salutan permukaan pada cetakan itu sendiri membantu memanjangkan hayat cetakan dan memastikan kualiti bahagian yang konsisten.
Kecacatan dan Penyelesaian Biasa
- Berkerut: Disebabkan oleh tegasan mampatan yang berlebihan dalam bebibir. Diselesaikan dengan meningkatkan daya pemegang kosong atau menggunakan manik lukis untuk menyekat aliran.
- Patah/Koyak: Berlaku apabila tegasan tegangan melebihi had material. Diselesaikan dengan meningkatkan kelegaan cetakan, menambah baik pelinciran, atau menyepuhlindap bahan untuk memulihkan kemuluran.
- Subang: Ketinggian tidak sekata di bahagian atas bahagian yang dilukis disebabkan oleh anisotropi dalam struktur butiran logam. Dikawal dengan mengoptimumkan orientasi kosong atau operasi pemangkasan.
Penyepaduan dengan Acuan Progresif untuk Alat Ganti Automotif
Walaupun lukisan dalam satu peringkat adalah perkara biasa untuk bahagian yang besar dan mudah, industri automotif sering menuntut pengeluaran volum tinggi komponen kompleks. Di sinilah acuan Progresif untuk bahagian automotif menjadi sangat diperlukan. Dalam persediaan acuan progresif, jalur logam menyuap melalui berbilang stesen dalam satu dadu. Setiap stesen melakukan operasi yang berbeza—menindik, membongkok dan melukis—sehingga bahagian siap dihasilkan di stesen akhir. Mengintegrasikan lukisan dalam ke dalam acuan progresif secara teknikalnya mencabar kerana bahan mesti dibawa antara stesen tanpa memesongkan bentuk yang dilukis.
Pengeluar automotif menggunakan acuan progresif ini untuk mencipta segala-galanya daripada kurungan penyambung kecil kepada elemen struktur yang lebih besar. Sebagai contoh, penghasilan komponen sistem bahan api atau bahagian ekzos selalunya melibatkan satu siri langkah lukisan dalam garisan progresif. Kelebihannya terletak pada kelajuan dan konsistensi. Dengan mengautomasikan pemindahan bahagian dari satu peringkat lukisan ke peringkat seterusnya, pengeluar boleh menghasilkan beribu-ribu bahagian sejam dengan campur tangan manusia yang minimum. Walau bagaimanapun, reka bentuk acuan Progresif untuk bahagian automotif memerlukan pertimbangan teliti "jalur pembawa", yang memegang bahagian itu semasa ia bergerak melalui acuan. Pengangkut mesti cukup kuat untuk menahan daya tarikan tetapi mudah dipisahkan dari bahagian akhir.
Reka Bentuk Struktur Termaju untuk Geometri Kompleks
Apabila reka bentuk automotif menjadi lebih aerodinamik dan peraturan keselamatan yang lebih ketat, kerumitan geometri bahagian yang dicop meningkat. Die lukisan dalam standard selalunya tidak dapat mencapai kedalaman atau bentuk yang diperlukan dalam satu pukulan. Akibatnya, reka bentuk struktur khusus telah dibangunkan untuk memenuhi keperluan teknikal ini. Reka bentuk ini membolehkan pembentukan berbilang peringkat dalam satu lejang akhbar atau merentasi pelbagai operasi, memastikan bahagian berongga yang paling rumit pun boleh dihasilkan dengan cekap.
| Jenis Mati | Fungsi | Permohonan |
| Lukisan Dalam Permulaan Terbalik | Pukulan bergerak ke atas atau dadu bergerak ke bawah untuk membentuk bahagian dari dalam ke luar pada mulanya. | Digunakan untuk bahagian yang memerlukan kestabilan tinggi pada peringkat pertama pembentukan. |
| Lukisan Terbalik Tanpa Pemegang Kosong | Lukis semula bahagian dalam arah bertentangan tanpa pemegang kosong tradisional, bergantung pada geometri cetakan. | Ideal untuk mengurangkan diameter sambil meningkatkan ketinggian pada peringkat seterusnya. |
| Lukisan Penipisan Dua Mati | Menggunakan dua mati sepusat untuk menipiskan ketebalan dinding dengan ketara sambil memanjangkan bahagian tersebut. | Pembuatan silinder tekanan tinggi atau perumah automotif yang tepat. |
Teknik Lukisan Songsang
Lukisan terbalik ialah teknik berkuasa yang digunakan apabila bahagian perlu dilukis lebih dalam daripada bahan yang dibenarkan dalam satu cabutan ke hadapan. Dalam proses ini, cawan yang ditarik sebahagiannya dipusingkan ke dalam atau ditarik ke arah yang bertentangan di stesen seterusnya. Kerja ini mengeras bahan secara berbeza dan membolehkan nisbah kedalaman-ke-diameter yang lebih besar. Mati lukisan dalam terbalik tanpa pemegang kosong amat berguna di sini, kerana ia memudahkan struktur perkakas sambil mengekalkan kawalan ke atas aliran bahan semasa proses penyongsangan.
Meningkatkan Kehidupan Mati dan Kualiti Permukaan
Panjang umur Metal Stamping Dies dikaitkan secara langsung dengan kualiti permukaan bahagian yang dihasilkan dan keberkesanan kos barisan pembuatan. Lukisan dalam melibatkan geseran dan tekanan yang ketara, yang boleh menyebabkan pedih (bahan melekat pada cetakan) dan haus. Untuk memerangi ini, pembuatan cetakan moden menggunakan teknik penggilapan dan salutan yang canggih. Menggilap jejari cetakan ke kemasan cermin mengurangkan geseran, membolehkan logam mengalir dengan lancar. Tambahan pula, salutan seperti Titanium Nitride (TiN) atau Diamond-Like Carbon (DLC) digunakan pada permukaan kerja acuan.
Salutan ini memberikan permukaan geseran yang keras dan rendah yang menahan lelasan dan kakisan. Dalam konteks acuan Progresif untuk alat ganti automotif, di mana masa beroperasi adalah kritikal, cetakan bersalut mengurangkan kekerapan hentian penyelenggaraan dan kadar penolakan bahagian. Di samping itu, pemilihan bahan cetakan adalah penting. Keluli alat berkarbon tinggi, kromium tinggi sering digunakan untuk rintangan hausnya, manakala sisipan tungsten karbida boleh digunakan dalam aplikasi volum tinggi yang memerlukan ketahanan yang melampau. Dengan menggabungkan reka bentuk struktur yang teguh dengan kejuruteraan permukaan, pengeluar boleh memastikan bahawa cetakan lukisan dalam berprestasi dengan pasti sepanjang berjuta-juta kitaran.
Aplikasi dalam Pembuatan Automotif Moden
Aplikasi teknologi lukisan dalam terdapat di mana-mana dalam sektor automotif. Salah satu contoh paling klasik ialah pembuatan tangki bahan api automotif. Komponen ini memerlukan bentuk yang kompleks dan berongga yang boleh menahan tekanan dalaman dan kesan luaran. Lukisan dalam membolehkan penciptaan bekas lancar ini daripada kepingan logam, memastikan integriti kalis bocor. Begitu juga, besen dan sinki enamel, manakala barangan pengguna, berkongsi prinsip pembuatan yang sama, menunjukkan kepelbagaian proses.
Dalam era kenderaan elektrik (EV), permintaan untuk bahagian yang ditarik dalam telah melonjak. Selongsong bateri, perumah motor dan kotak ranap struktur sering menggunakan proses lukisan dalam untuk mencapai penutup yang ringan namun kuat. Keupayaan untuk menipiskan bahan semasa proses lukisan (lukisan dalam penipisan) membantu mengurangkan berat keseluruhan kenderaan, yang penting untuk memanjangkan julat bateri. Apabila industri bergerak ke arah bahan yang lebih ringan seperti aluminium dan keluli berkekuatan tinggi, peranan Metal Stamping Dies khusus menjadi lebih menonjol. Jurutera mesti menyesuaikan reka bentuk cetakan untuk mengendalikan ciri spring-back yang berbeza dan had kebolehbentukan aloi termaju ini, memastikan kenderaan generasi seterusnya selamat dan cekap.
Catatan Sebelumnya
Cap Ketepatan Mati untuk Elektronik & Peralatan Rumah: Penyelesaian Pengilangan Berkecekapan Tinggi pada 2026
Catatan Seterusnya
Panduan Bahagian Setem & Lukisan Logam
kami Produk.
Mulakan Perniagaan Anda dengan Pengeluar OEM Di Sini!
Menyediakan pelanggan global dengan penyelesaian kunci yang lengkap
melalui
inovasi!
PAUTAN CEPAT
BERITA
MAKLUMAT HUBUNGI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
Hak Cipta © Suzhou Shuangqisi Mould Equipment Co., Ltd. Hak Cipta Terpelihara. Die Setem Tersuai Pengeluar Die Setem Logam
