-
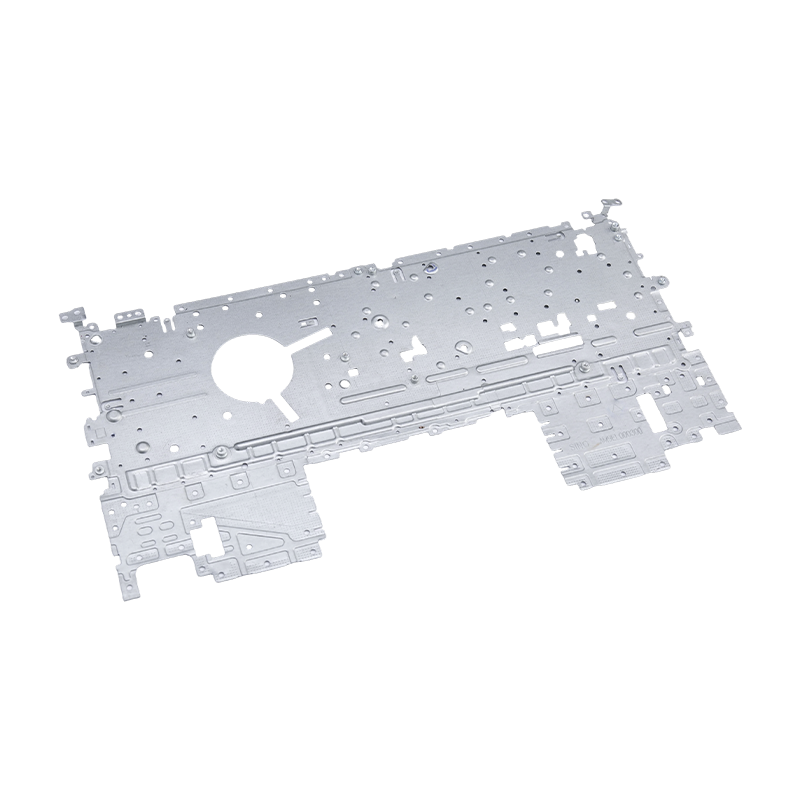
Bahagian pengecap komputer riba
Bahagian pengecap komputer riba kami ialah komp...
-
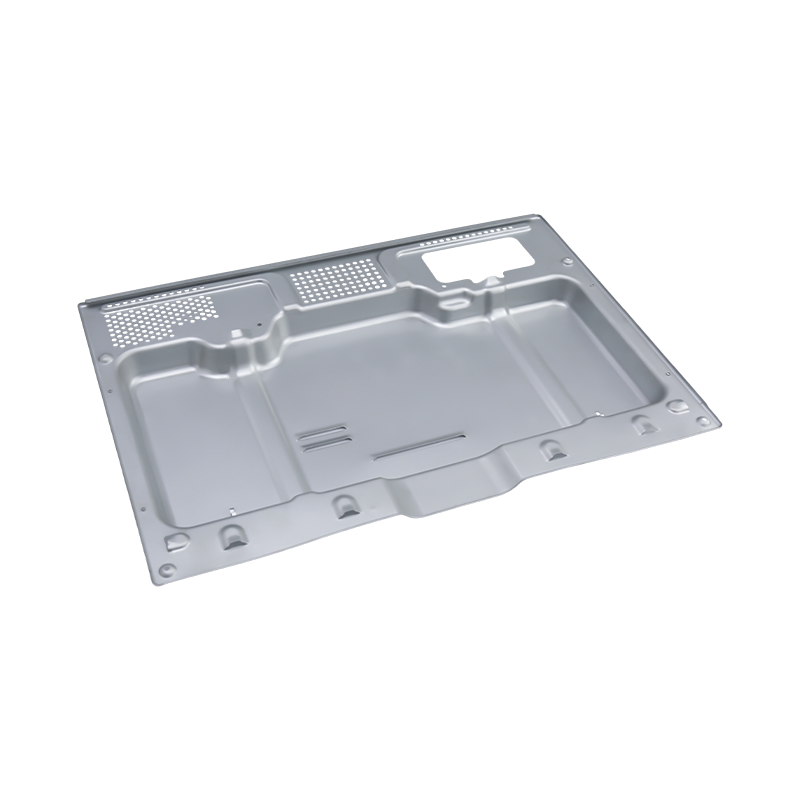
Bahagian pengecap ketuhar mewah
Bahagian pengecap ketuhar mewah kami ialah komp...
-
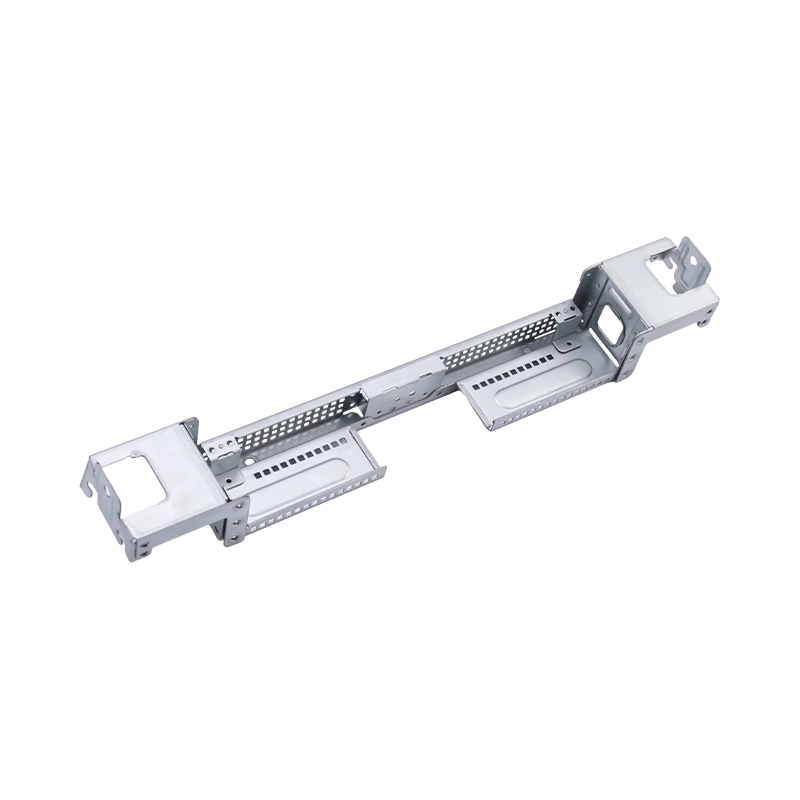
Bahagian pengecap komputer besar mewah
Bahagian pengecap komputer besar mewah kami ial...
-
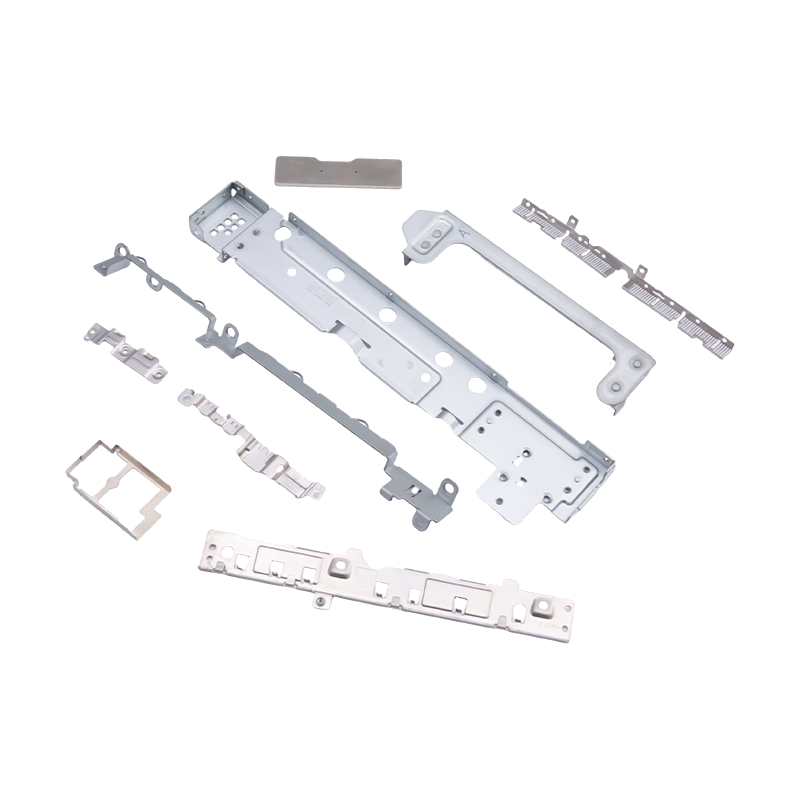
Bahagian bercop kecil untuk komputer riba dan telefon bimbit
Sebagai komponen dalaman yang penting untuk ele...
-
Bahagian pengecap kerusi kereta
Bahagian pengecap kerusi kereta ialah komponen ...
-

Bahagian pengecap perumahan motor automotif
Bahagian pengecap perumahan motor automotif ial...
Berita Industri
Panduan Bahagian Setem & Lukisan Logam
2026-03-23
Apakah Bahagian Pengecapan Logam dan Bagaimana Ia Dibuat
Bahagian pengecap logam ialah komponen logam yang dibentuk dengan ketepatan yang dihasilkan dengan menggunakan daya terkawal melalui penekan pengecap untuk mengubah bentuk kepingan logam kepada bentuk yang ditentukan menggunakan acuan keluli alat yang dikeraskan. Proses ini merangkumi satu keluarga operasi — mengosongkan, menusuk, membengkok, membentuk, syiling dan timbul — yang boleh dilakukan secara individu dalam dies satu peringkat atau digabungkan dalam dies progresif atau pemindahan yang melengkapkan berbilang operasi dalam satu pukulan tekan. Hasilnya ialah komponen dengan geometri yang konsisten, toleransi dimensi yang ketat, dan ciri kemasan permukaan yang ditentukan sepenuhnya oleh reka bentuk cetakan dan bukannya kemahiran pengendali, menjadikan pengecapan sebagai salah satu proses pembentukan logam yang paling boleh berulang dan berskala tersedia kepada pengeluar.
Ekonomi bahagian pengecap logam didorong oleh pelunasan die merentas volum pengeluaran yang tinggi. Sebaik sahaja pelaburan perkakas dibuat, kos setiap keping komponen yang dicop berkurangan dengan cepat dengan volum — menjadikan pengecapan proses pembentukan yang dominan untuk sebarang aplikasi yang memerlukan beribu-ribu atau berjuta-juta komponen logam yang serupa. Bagi pengeluar perkakas rumah yang mengeluarkan berjuta-juta unit setiap tahun dan OEM automotif dengan model beroperasi dalam ratusan ribu, kelebihan kos setiap bahagian untuk pengecapan berbanding pemesinan atau tuangan adalah penting. Ketebalan yang konsisten dan toleransi yang ketat dikekalkan secara automatik oleh geometri cetakan, menghapuskan kebolehubahan dimensi yang memerlukan pemeriksaan manual dan pengisihan dalam kaedah pembuatan yang kurang tepat.
Produk Bahagian Lukisan Logam: Prinsip dan Keupayaan Proses
Produk bahagian lukisan logam dihasilkan melalui lukisan dalam — sub-proses pengecapan di mana kepingan kosong logam leper dilukis secara jejari ke dalam acuan melalui tindakan mekanikal penebuk, menghasilkan komponen berongga, lancar dengan kedalaman melebihi diameternya. Lukisan dalam ialah proses di sebalik tin silinder, cawan, cengkerang, perumah dan penutup merentasi hampir setiap industri pembuatan. Tidak seperti operasi membongkok atau mengosongkan yang menggunting atau melipat bahan, lukisan dalam mencacatkan logam secara plastik dengan menyebabkan aliran bahan terkawal dari kawasan bebibir ke dalam rongga cetakan, menukar kepingan rata kepada bentuk tiga dimensi tanpa penyingkiran bahan.
Kualiti produk bahagian lukisan logam bergantung pada pengurusan tepat beberapa parameter proses berinteraksi: daya pemegang kosong, kelajuan tebuk, pelinciran, kemuluran bahan, dan nisbah seri — hubungan antara diameter kosong dan diameter tebuk. Melebihi nisbah cabutan mengehadkan bahan tanpa penyepuhlindapan perantaraan menyebabkan kedutan, koyak atau ketebalan dinding tidak seragam yang menyebabkan bahagian tidak boleh digunakan. Operasi lukisan dalam moden menggunakan simulasi elemen terhingga semasa reka bentuk cetakan untuk meramalkan aliran bahan dan mengoptimumkan parameter proses sebelum memotong sebarang perkakas, dengan ketara mengurangkan masa pembangunan dan sekerap yang dikaitkan dengan pendekatan percubaan dan kesilapan empirikal.
Perbezaan Utama Antara Setem dan Lukisan Dalam
- Bahagian geometri — Bahagian pengecap logam lazimnya adalah komponen berbentuk rata atau cetek yang dihasilkan dalam satu pukulan tekan, manakala produk bahagian lukisan logam adalah cangkerang tiga dimensi berongga yang dihasilkan melalui aliran bahan progresif melalui satu atau beberapa peringkat cabutan.
- Keadaan tekanan bahan — Mengecap terutamanya bahan tertakluk kepada tegangan tegangan, mampatan atau lentur pada satah kepingan. Lukisan dalam mewujudkan keadaan tegasan dwipaksi yang kompleks — tegangan di dinding, mampatan di bebibir — yang memerlukan bahan dengan pemanjangan tinggi dan nisbah kekuatan hasil kepada tegangan yang rendah untuk pembentukan yang berjaya.
- Kerumitan alatan — Die lukisan dalam memerlukan kawalan kelegaan yang tepat antara pukulan dan dadu, sistem pemegang kosong, dan selalunya berbilang peringkat lukis semula untuk komponen dalam, menjadikan perkakas lebih kompleks dan mahal daripada acuan pengecap volum yang setara untuk bahagian yang berbentuk rata.
- Keperluan kemasan permukaan — Produk bahagian lukisan logam yang digunakan dalam aplikasi yang boleh dilihat — seperti perumah perkakas atau pembungkusan kosmetik — memerlukan pengurusan pelinciran yang teliti dan kemasan permukaan cetakan untuk mengelakkan tanda alat, pedih dan tekstur kulit oren pada permukaan yang dilukis.
Bahan yang Digunakan dalam Operasi Pengecapan dan Lukisan Logam
Pemilihan bahan untuk bahagian pengecap logam dan produk bahagian lukisan logam merupakan salah satu keputusan yang paling penting dalam proses pembangunan komponen. Bahan yang dipilih mesti memenuhi keperluan sifat mekanikal aplikasi, permintaan kebolehbentukan proses pengecapan atau lukisan, keperluan kemasan permukaan bahagian siap, dan kekangan kos program pembuatan. Bahan berikut menyumbang sebahagian besar komponen yang dicop dan dilukis merentas sektor perindustrian.
| bahan | Sifat Utama | Aplikasi Biasa |
| Keluli karbon rendah (DC01–DC06) | Kebolehbentukan yang sangat baik, kos rendah, boleh dikimpal | Panel perkakas, kurungan, tetulang badan |
| Keluli berkekuatan tinggi (HSS/AHSS) | Kekuatan hasil yang tinggi, penyerapan tenaga ranap | Komponen struktur dan keselamatan automotif |
| Keluli bergalvani / elektro-tergalvani | Rintangan kakisan, boleh dicat | Tab mesin basuh, bingkai peti sejuk |
| Keluli tahan karat (304, 430) | Rintangan kakisan, permukaan bersih | Pelapik dalaman perkakas, peralatan makanan |
| Aloi aluminium (1xxx, 3xxx, 5xxx) | Ringan, tahan kakisan | Panel badan automotif, penukar haba |
| Tembaga dan loyang | Kekonduksian elektrik, kebolehbentukan | Sesentuh elektrik, penyambung, terminal |
Bahagian Setem Logam dalam Pembuatan Perkakas Rumah
Pembuatan perkakas rumah adalah salah satu sektor aplikasi terbesar dan paling menuntut untuk bahagian pengecap logam. Setiap kategori perkakas utama — peti sejuk, mesin basuh, penghawa dingin, mesin basuh pinggan mangkuk dan peralatan memasak — mengandungi berpuluh hingga ratusan komponen bercop yang melaksanakan peranan struktur, berfungsi dan estetik secara serentak. Kekonsistenan dimensi yang diberikan oleh pengecapan adalah penting dalam pemasangan perkakas, di mana komponen daripada berbilang pembekal mesti dimuatkan bersama dalam toleransi pemasangan yang ketat pada barisan pengeluaran berkelajuan tinggi.
Peti sejuk
Bingkai pintu peti sejuk adalah antara bahagian pengecapan yang paling kritikal dari segi dimensi dalam pembuatan perkakas. Rangka pintu mesti mengekalkan kerataan dan kelurusan dalam toleransi yang ketat untuk memastikan sentuhan yang konsisten dengan gasket pintu di seluruh perimeternya — keperluan yang dikaitkan secara langsung dengan penarafan kecekapan tenaga peti sejuk. Sebarang sisihan dimensi yang mewujudkan jurang gasket mengakibatkan kebocoran udara sejuk, peningkatan masa larian pemampat dan penggunaan tenaga melebihi penarafan yang diperakui. Keupayaan Stamping untuk mengekalkan toleransi ini secara konsisten merentasi pengeluaran volum tinggi adalah yang menjadikannya satu-satunya kaedah pembuatan praktikal untuk aplikasi ini.
Mesin Basuh
Kurungan tab dalam mesin basuh ialah bahagian pengecap yang mesti menahan beban dinamik yang ketara — daya emparan semasa kitaran putaran boleh mencapai beberapa ratus kilogram — sambil mengekalkan hubungan kedudukan yang tepat antara tab, galas dram dan pemasangan motor. Ketepatan dimensi pendakap secara langsung mempengaruhi keseimbangan getaran semasa putaran berkelajuan tinggi, yang seterusnya menentukan tahap hingar, hayat galas dan hayat keletihan struktur keseluruhan mesin. Kurungan bercop yang dihasilkan dengan ketebalan yang konsisten dan toleransi yang ketat menghapuskan variasi pemasangan yang memerlukan pelarasan pengimbangan individu pada setiap unit.
Penghawa Dingin
Casis penghawa dingin menggunakan bahagian pengecap untuk galas beban yang stabil dan pemasangan tepat pemampat, motor kipas, penukar haba dan komponen elektrik. Casis mesti mengekalkan geometri dimensinya melalui tegasan mekanikal pengangkutan, pemasangan, dan getaran bertahun-tahun daripada pemampat dan kipas. Casis keluli yang dicop dengan ketebalan dinding yang konsisten memberikan nisbah kekakuan kepada berat yang diperlukan untuk aplikasi ini tanpa kos alternatif yang dimesin atau tuang.
Aplikasi Automotif: Keselamatan, Ketepatan dan Prestasi
Dalam sektor automotif, bahagian pengecap logam adalah penting untuk keselamatan dan prestasi dengan cara yang menjadikan ketepatan dimensi dan integriti bahan tidak boleh dirundingkan. Spesifikasi pengecapan automotif adalah antara yang paling ketat dalam mana-mana industri pembuatan, dengan toleransi dimensi pada komponen kritikal keselamatan diukur dalam persepuluhan milimeter dan keperluan harta bahan disahkan melalui kawalan proses statistik dan bukannya pemeriksaan pensampelan.
Komponen Brek dan Suspensi
Komponen caliper brek mewakili beberapa aplikasi yang paling mencabar untuk bahagian pengecap logam dalam sektor automotif. Pendakap caliper dan perkakasan pelekap mesti mengekalkan geometri yang tepat untuk memastikan penjajaran pad yang betul, sekata pengagihan daya pengapit, dan prestasi brek yang konsisten merentas julat penuh suhu dan beban operasi. Ketepatan dimensi tinggi stamping — biasanya ±0.1mm atau lebih baik pada ciri kritikal dalam perkakas pengeluaran — memenuhi keperluan ini pada volum dan kos yang diperlukan oleh pembuatan automotif. Sebarang sisihan daripada geometri tertentu dalam komponen brek diterjemahkan terus kepada kebolehubahan prestasi brek yang menjejaskan pensijilan keselamatan kenderaan.
Struktur Tempat Duduk dan Tetulang Badan
Kurungan tempat duduk dan tetulang panel badan bergantung pada ketepatan dimensi tinggi pengecapan untuk memenuhi piawaian keselamatan automotif yang ketat dalam ujian prestasi ranap. Kurungan tempat duduk mesti mengekalkan integriti laluan muatannya di bawah daya melampau yang dijana dalam peristiwa hentaman hadapan dan sisi, memastikan sistem sekatan penghuni berfungsi seperti yang direka bentuk. Tetulang panel badan — rasuk pencerobohan pintu, sisipan tiang B dan tetulang terowong lantai — semakin banyak dihasilkan daripada pengecapan keluli berkekuatan tinggi termaju yang menyerap tenaga ranap melalui ubah bentuk terkawal, tingkah laku yang bergantung secara kritikal pada ketekalan ketebalan bahan yang tepat dan ketepatan geometri. Kepelbagaian bahagian pengecap logam merentasi aplikasi kritikal keselamatan ini menjadikannya amat diperlukan untuk pembuatan yang boleh dipercayai dan kos efektif dalam sektor automotif.
Pengurusan Kawalan Kualiti dan Toleransi dalam Pengeluaran Setem
Mengekalkan konsistensi dimensi merentas pengeluaran pengecapan volum tinggi memerlukan pendekatan sistematik terhadap kawalan kualiti yang bermula dengan reka bentuk cetakan dan berterusan melalui setiap peringkat pengeluaran. Ketepatan dimensi yang menjadikan bahagian pengecap logam berharga dalam pemasangan — mengurangkan jurang pemasangan, mengurangkan kos pengeluaran dan meningkatkan ketahanan produk — bukanlah hasil automatik daripada proses pengecapan. Ia adalah hasil daripada kawalan proses yang berdisiplin yang digunakan secara konsisten merentasi pengeluaran penuh.
- Pemeriksaan artikel pertama (FAI) — Pengesahan dimensi penuh bahagian pengeluaran pertama terhadap lukisan kejuruteraan menggunakan mesin pengukur koordinat (CMM) mengesahkan bahawa acuan menghasilkan bahagian dalam toleransi sebelum pengeluaran volum bermula. Data FAI menyediakan garis dasar yang digunakan untuk mengukur variasi pengeluaran berikutnya.
- Kawalan proses statistik (SPC) — Pemantauan berterusan dimensi kritikal semasa pengeluaran menggunakan carta kawalan mengenal pasti hanyut proses sebelum ia menghasilkan bahagian yang tidak bertoleransi, membolehkan pelarasan alat pencegahan dan bukannya penjanaan sekerap reaktif.
- Jadual penyelenggaraan die — Kehausan cetakan progresif — terutamanya pada bahagian tepi pemotong, jejari bengkok dan manik lukis — secara langsung mempengaruhi dimensi bahagian. Selang penyelenggaraan die berstruktur berdasarkan kiraan bahagian, dengan pengesahan dimensi pada setiap selang, menghalang hanyutan toleransi yang disebabkan oleh haus alatan daripada mencapai produk yang dipasang.
- Pemeriksaan masuk bahan — Variasi ketebalan kepingan logam, sisihan kekuatan hasil, dan keadaan permukaan semuanya mempengaruhi dimensi bahagian pengecapan dan tingkah laku springback. Pengesahan bahan masuk terhadap laporan ujian kilang yang diperakui dan persampelan statistik sifat fizikal menghalang variasi dimensi yang disebabkan oleh bahan daripada memasuki proses.
-

Catatan Sebelumnya
Panduan untuk Lukisan Dalam Metal Stamping Dies untuk Alat Ganti Automotif
Catatan Seterusnya
Bahagian Setem Logam untuk Automotif dan Peralatan Rumah: Proses, Bahan dan Standard Kualiti
kami Produk.
Mulakan Perniagaan Anda dengan Pengeluar OEM Di Sini!
Menyediakan pelanggan global dengan penyelesaian kunci yang lengkap
melalui
inovasi!
PAUTAN CEPAT
BERITA
MAKLUMAT HUBUNGI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
Hak Cipta © Suzhou Shuangqisi Mould Equipment Co., Ltd. Hak Cipta Terpelihara. Die Setem Tersuai Pengeluar Die Setem Logam
