-
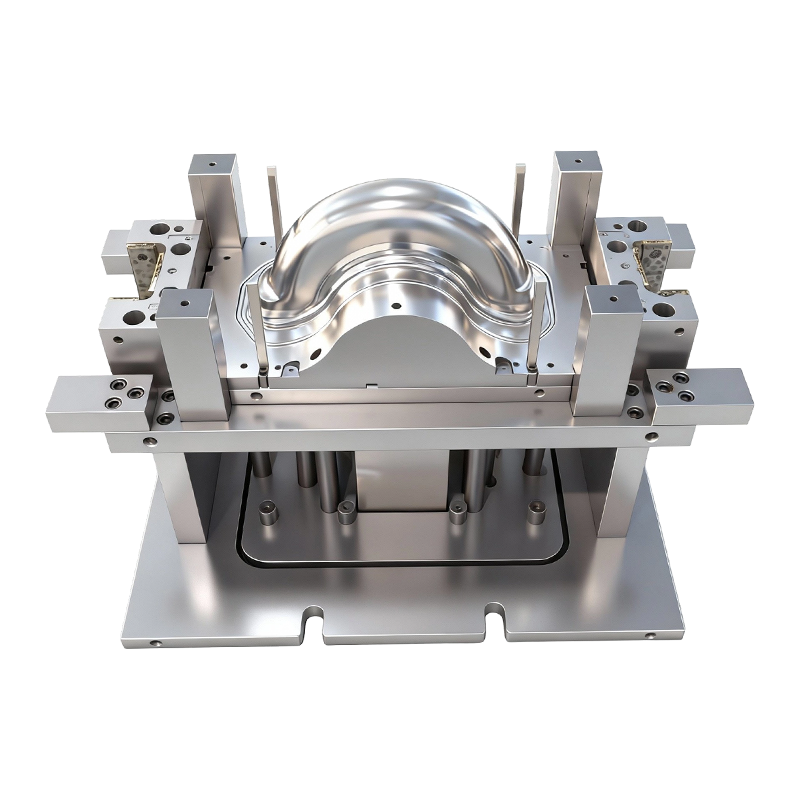
Acuan lukisan dalam untuk roda hadapan dan belakang kenderaan elektrik beroda dua
Acuan lukisan dalam untuk roda hadapan dan bela...
-
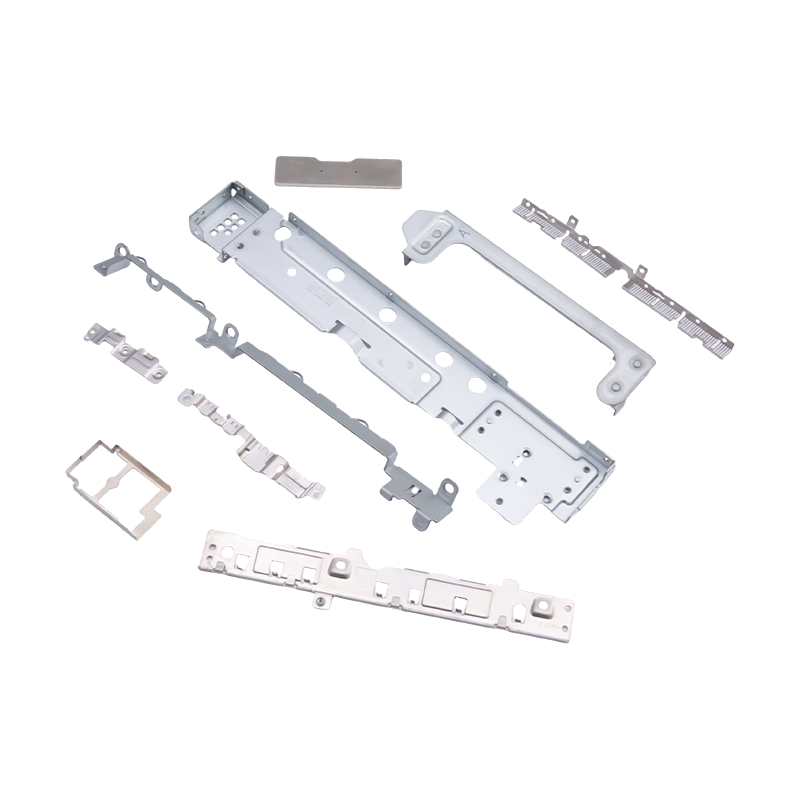
Bahagian bercop kecil untuk komputer riba dan telefon bimbit
Sebagai komponen dalaman yang penting untuk ele...
-
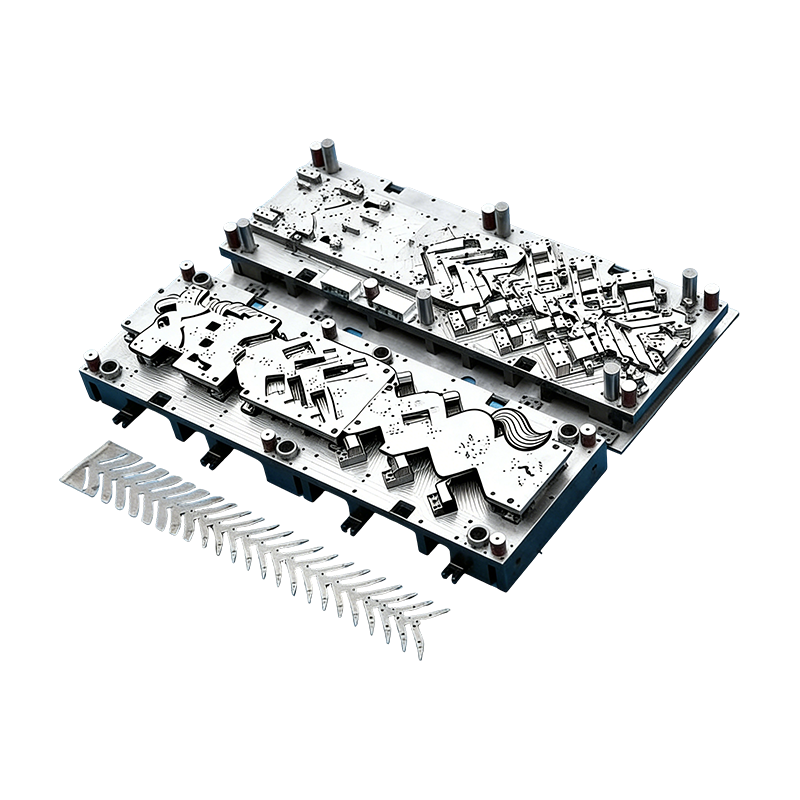
Acuan progresif untuk bahagian automotif
Acuan Berterusan untuk perumahan motor automoti...
-

Bahagian pengecap perumahan motor automotif
Bahagian pengecap perumahan motor automotif ial...
-
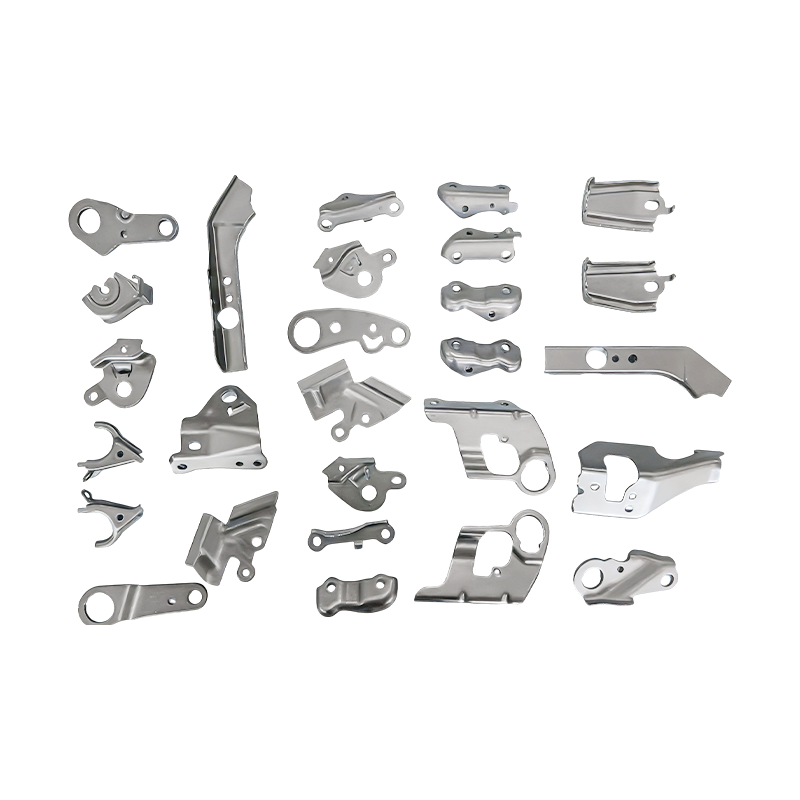
Bahagian automotif kecil bahagian pengecap progresif die
Bahagian automotif kecil kami bahagian pengecap...
Berita Industri
Rumah / Berita / Berita Industri / Apakah Perbezaan Antara Dies Automotif Dioptimumkan Tradisional dan Simulasi?
Apakah Perbezaan Antara Dies Automotif Dioptimumkan Tradisional dan Simulasi?
2026-03-02
Mengapa Jurang Antara Dies Tradisional dan Dioptimumkan Simulasi Penting Sekarang
Stamping automotif mati sentiasa menjadi antara pelaburan perkakas yang paling menuntut teknikal dalam pembuatan kenderaan. Satu set mati untuk panel badan boleh mewakili ratusan ribu dolar dalam masa kejuruteraan, pemesinan dan percubaan—dan akibat daripada kesilapan reka bentuk diukur bukan sahaja dalam kos kerja semula tetapi dalam pelancaran pengeluaran yang tertunda, peningkatan kadar sekerap dan kualiti bahagian yang terjejas yang merambat melalui operasi pemasangan hiliran. Selama beberapa dekad, reka bentuk acuan bergantung pada pengetahuan empirikal terkumpul pembuat alatan berpengalaman: percubaan fizikal berulang, pelarasan manual kepada daya pemegang kosong dan geometri manik lukis, dan penghalusan progresif melalui percubaan dan kesilapan sehingga acuan menghasilkan bahagian yang boleh diterima secara konsisten.
Peralihan ke arah cetakan pengecap automotif yang dioptimumkan simulasi tidak berlaku dalam sekelip mata, tetapi rentaknya telah dipercepatkan dengan mendadak apabila program kenderaan telah menjadi lebih kompleks pada masa yang sama dan lebih termampat masa. Kenderaan elektrik khususnya telah memperkenalkan cabaran material baharu—selongsong bateri aloi magnesium-aluminium, komponen struktur keluli berkekuatan ultra tinggi, dan geometri yang dilukis dalam kompleks yang menolak had pembentukan—bahawa pendekatan empirikal tradisional tidak dapat menangani dengan pasti dalam garis masa pembangunan termampat yang dikehendaki pasaran. Memahami perbezaan konkrit antara reka bentuk dan pengeluaran cetakan yang dioptimumkan tradisional dan simulasi adalah penting untuk pasukan kejuruteraan yang menilai proses pembangunan perkakas mereka pada tahun 2025 dan seterusnya.
Bagaimana Pembangunan Die Setem Automotif Tradisional Sebenarnya Berfungsi
Pembangunan die stamping automotif tradisional bermula dengan geometri bahagian dan spesifikasi bahan, dari mana pereka cetakan yang berpengalaman membina konsep die berdasarkan peraturan reka bentuk yang ditetapkan dan padanan corak kepada bahagian sebelumnya yang serupa. Geometri penebuk, die, pemegang kosong dan die ditakrifkan melalui gabungan formula buku panduan, garis panduan reka bentuk proprietari dan pertimbangan pereka. Saiz kosong dianggarkan menggunakan kaedah berasaskan kawasan atau pembukaan geometri yang dipermudahkan, dan kedudukan manik lukis dan daya kekangan dipilih berdasarkan pengalaman umum dengan bentuk panel yang setanding dan bukannya analisis keadaan tegasan khusus dalam bahagian semasa.
Fasa percubaan fizikal ialah di mana proses tradisional sama ada mengesahkan atau mendedahkan batasan pendekatan ini. Apabila acuan awal menghasilkan bahagian yang berkedut di kawasan tekanan rendah, retak pada jejari yang ketat, penipisan bahan yang berlebihan di lokasi struktur kritikal, atau springback yang menolak geometri terbentuk di luar jalur toleransi ±0.02mm yang diperlukan untuk pemasangan panel badan ketepatan, tindak balasnya ialah campur tangan fizikal: melaraskan daya pemegang kosong melalui penambahan shim dan pengisaran semula, mengubah suai permukaan kimpalan dan pengisaran semula. zon, atau memotong kembali permukaan cetakan untuk mengubah corak aliran logam. Setiap campur tangan memerlukan larian percubaan baharu, dan panel kompleks mungkin memerlukan berpuluh-puluh lelaran sebelum dadu menghasilkan bahagian yang boleh diterima secara konsisten.
Implikasi kos pendekatan ini adalah besar. Masa percubaan fizikal pada mesin pemindahan besar atau talian cetakan progresif adalah mahal, dan buruh kejuruteraan yang diperlukan untuk mendiagnosis kecacatan, campur tangan reka bentuk dan melaksanakan pengubahsuaian terkumpul dengan cepat pada panel yang mencabar. Lebih ketara lagi, pendekatan empirikal tidak memberikan jaminan penumpuan—sesetengah reka bentuk cetakan berdasarkan pengalaman semata-mata mencapai tahap optimum tempatan yang tidak boleh diperbaiki tanpa reka bentuk semula asas, situasi yang mungkin tidak menjadi jelas sehingga pelaburan yang besar telah dibuat dalam perkakas fizikal.
Apa Perubahan Reka Bentuk Die Dioptimumkan Simulasi dalam Proses Pembangunan
Pembangunan acuan automotif yang dioptimumkan oleh simulasi menggantikan kebanyakan kitaran percubaan dan kesilapan fizikal dengan analisis pembentukan maya yang dijalankan sebelum sebarang logam dipotong. Perisian analisis unsur terhingga (FEA) memodelkan proses pembentukan lengkap—dari sentuhan kosong dengan pemegang kosong hingga kedalaman lukis penuh—mengira tegasan, terikan, taburan ketebalan dan gelagat springback kepingan logam di bawah geometri perkakas yang digunakan dan keadaan proses. Output simulasi mengenal pasti lokasi kecacatan yang berpotensi: kawasan yang menghampiri lengkung had pembentukan di mana risiko keretakan meningkat, zon pengumpulan tegasan mampatan di mana kedutan akan berlaku, dan kawasan penipisan berlebihan yang akan menjejaskan prestasi struktur atau kualiti permukaan.
Secara kritikal, simulasi membolehkan pengoptimuman parametrik yang hampir mustahil melalui percubaan fizikal. Daya pemegang kosong boleh diubah merentasi julat penuh yang boleh dilaksanakan dalam beberapa minit masa pengiraan untuk mencari nilai yang menekan kedutan dan mengelak keretakan secara serentak—mod kegagalan lawan yang menjadikan penentukuran daya pemegang kosong begitu mencabar dalam pembangunan acuan tradisional. Lukisan geometri manik, kedudukan dan daya sekatan boleh dioptimumkan untuk setiap bahagian perimeter kosong secara bebas, mengambil kira rintangan aliran bergantung arah yang diperlukan untuk menguruskan pengedaran logam dalam geometri panel asimetri yang kompleks. Pemilihan rawatan permukaan—termasuk kemasan Ra ≤ 0.05μm ultra licin yang diperlukan dalam zon lukisan dalam—boleh dinilai melalui kajian kepekaan pekali geseran yang mengukur cara peningkatan kualiti permukaan mempengaruhi hasil pembentukan sebelum melakukan operasi pemesinan dan kemasan yang mencapainya.
Lukisan Dalam Mati untuk Komponen EV: Di Mana Simulasi Menjadi Penting
Peralihan kenderaan elektrik telah memperkenalkan cabaran pembentukan yang menjadikan simulasi bukan sahaja berfaedah tetapi praktikalnya diperlukan. Mati lukisan dalam untuk komponen khusus EV—terutamanya selongsong bateri aloi magnesium-aluminium dengan nisbah lukisan dalam melebihi 2.5:1—beroperasi pada sempadan bahan yang boleh bertahan tanpa kegagalan. Tingkah laku had pembentukan aloi aluminium pada asasnya berbeza daripada keluli lembut dan berkekuatan tinggi yang pengalaman terkumpul pembangunan die stamping automotif tradisional: aluminium mempamerkan kebolehbentukan yang lebih rendah, kesan anisotropi yang lebih kuat, dan kepekaan yang lebih tinggi terhadap kadar terikan dan suhu berbanding gred keluli panel badan konvensional.
Alat simulasi yang ditentukur dengan data sifat bahan yang tepat—termasuk membentuk lengkung had, pekali anisotropi dan lengkung tegasan aliran yang ditentukan daripada ujian pencirian bahan fizikal—boleh meramalkan sama ada geometri cetakan yang dicadangkan akan berjaya membentuk selongsong bateri aluminium tanpa retak pada jejari tebuk atau berkedut pada bebibir, sebelum sebarang pelaburan perkakas dibuat. Keupayaan ramalan ini amat berharga untuk nisbah lukisan dalam di atas 2.5:1, di mana tetingkap proses antara mod kegagalan kedutan dan retak mengecil ke tahap pelarasan empirikal tidak mungkin menemui keadaan operasi yang stabil tanpa panduan pengiraan yang sistematik.
Ramalan penipisan bahan ialah satu lagi keluaran simulasi kritikal untuk cetakan dalam EV. Selongsong bateri dan komponen EV struktur telah menentukan keperluan ketebalan dinding minimum yang didorong oleh analisis struktur dan piawaian keselamatan. Simulasi membenarkan pereka cetakan untuk mengesahkan bahawa penipisan di kawasan yang paling teruk regangan kekal dalam had yang dibenarkan merentas julat penuh variasi pengeluaran—serakan sifat bahan, toleransi ketebalan kosong, variasi keadaan pelinciran—bukannya hanya pada titik reka bentuk nominal yang diwakili oleh percubaan fizikal.
Perbandingan Kepala-ke-Kepala: Pembangunan Die Setem Tradisional lwn Simulasi Dioptimumkan
Perbezaan praktikal antara kedua-dua pendekatan paling baik difahami merentas dimensi utama yang mendorong kos program, masa dan hasil kualiti:
| Dimensi Pembangunan | Pendekatan Tradisional | Pendekatan Simulasi-Optimumkan |
| Masa pengesanan kecacatan | Percubaan fizikal, pasca pemesinan | Analisis maya, pra-pemesinan |
| Pengoptimuman kuasa pemegang kosong | Pelarasan shim empirikal | Sapuan FEA parametrik |
| Keupayaan bahan aluminium/EV | Tidak boleh dipercayai melebihi nisbah cabutan 2.0:1 | Disahkan untuk nisbah melebihi 2.5:1 |
| Pengurusan springback | Potongan pampasan percubaan dan kesilapan | Diramalkan dan pra-pampasan dalam CAD |
| Pencapaian toleransi (±0.02mm) | Berbilang lelaran percubaan diperlukan | Keupayaan pukulan pertama jauh lebih tinggi |
| Risiko masa program | Tinggi, lelaran percubaan tidak dapat diramalkan | Dikurangkan, isu utama diselesaikan secara maya |
Integrasi Pemantauan Pintar dan Peranan Struktur Die Modular
Pengoptimuman simulasi tidak berakhir apabila reka bentuk acuan dimuktamadkan dan dimesin. Dies pengecapan automotif moden semakin menyepadukan sistem pemantauan pintar—penderia dalam-mati yang mengukur pengagihan daya pemegang kosong, penderia pelepasan akustik yang mengesan permulaan retak dan sistem penglihatan yang memeriksa geometri bahagian pada kadar tekan—yang memberikan maklum balas masa nyata semasa pengeluaran. Infrastruktur pemantauan ini membolehkan jurutera proses mengesan hanyut daripada keadaan pembentukan yang dioptimumkan yang simulasi ditetapkan sebagai tetingkap operasi yang stabil, mencetuskan tindakan pembetulan sebelum kadar kecacatan meningkat dan bukannya selepas sekerap terkumpul.
Struktur cetakan modular memanjangkan lagi nilai pengoptimuman simulasi dengan membenarkan komponen dadu individu—sisipan di lokasi kritikal haus, lukis segmen manik, bahagian pemegang kosong—untuk diganti secara bebas apabila haus merendahkan geometrinya di bawah toleransi yang diperlukan untuk mengekalkan keadaan pembentukan yang dioptimumkan. Daripada menghentikan keseluruhan set dadu apabila satu rantau menghampiri kehausan, pembinaan modular membenarkan penggantian disasarkan bagi komponen yang terjejas, mengekalkan pelaburan dalam struktur cetakan yang tinggal dan mengekalkan kualiti rawatan permukaan—Ra ≤ 0.05μm dalam zon pembentukan kritikal—yang proses simulasi yang dioptimumkan bergantung pada keadaan geseran yang konsisten dan kualiti bahagian.
Panduan Praktikal untuk Pasukan Kejuruteraan Menilai Peralihan
Pasukan kejuruteraan yang mempertimbangkan peralihan daripada pembangunan cetakan cetakan automotif tradisional kepada simulasi yang dioptimumkan harus menilai proses semasa mereka berdasarkan beberapa kriteria praktikal. Kes untuk pelaburan simulasi adalah paling kukuh apabila program ini termasuk mana-mana ciri berikut yang kaedah empirikal tradisional dikendalikan dengan buruk:
- Bahan keluli atau aloi aluminium berkekuatan tinggi termaju yang membentuk margin had yang sempit dan variasi sifat bahan mempunyai kesan yang ketara terhadap risiko kecacatan
- Dies lukisan dalam menyasarkan nisbah cabutan melebihi 2.0:1, terutamanya untuk selongsong bateri EV dan komponen berongga struktur di mana had penipisan bahan ditetapkan dengan ketat
- Panel badan dengan keperluan permukaan Kelas A di mana kecacatan kedutan atau pesongan permukaan tidak boleh diterima secara kosmetik dan tidak boleh diterima walaupun buat sementara waktu semasa percubaan
- Program dengan garis masa pembangunan termampat di mana lelaran percubaan fizikal yang dilanjutkan mewakili risiko jadual yang tidak boleh diterima
- Pengeluaran volum tinggi mati apabila kos terlunas pelaburan simulasi adalah diabaikan berbanding keuntungan kecekapan pengeluaran daripada proses pembentukan yang lebih stabil dan teguh
Pelaburan yang diperlukan untuk melaksanakan pembangunan cetakan cetakan automotif yang dioptimumkan simulasi merangkumi pelesenan perisian, ujian pencirian bahan untuk mengisi kad bahan simulasi yang tepat, dan pembangunan kemahiran kejuruteraan yang diperlukan untuk mentafsir keputusan simulasi dan menterjemahkannya ke dalam keputusan reka bentuk cetakan yang boleh diambil tindakan. Kos ini adalah nyata tetapi secara konsisten dipulihkan melalui pengurangan masa percubaan fizikal, kadar sekerap yang lebih rendah semasa pelancaran pengeluaran, dan penghapusan pengubahsuaian die peringkat akhir yang mewakili beberapa campur tangan paling mahal dalam pembangunan program automotif. Untuk kemudahan yang menghasilkan cetakan bagi kedua-dua panel badan tradisional dan komponen ringan khusus EV, keupayaan simulasi bukanlah aspirasi masa depan—ia merupakan keperluan kompetitif semasa.

Catatan Sebelumnya
Apakah Perbezaan Utama Antara Micro-Stamping dan Bahagian Elektronik Standard?
Catatan Seterusnya
Bagaimanakah Keluli Berkekuatan Tinggi Termaju Mengubah Pembuatan Bahagian Setem Automotif?
kami Produk.
Mulakan Perniagaan Anda dengan Pengeluar OEM Di Sini!
Menyediakan pelanggan global dengan penyelesaian kunci yang lengkap
melalui
inovasi!
PAUTAN CEPAT
BERITA
MAKLUMAT HUBUNGI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
Hak Cipta © Suzhou Shuangqisi Mould Equipment Co., Ltd. Hak Cipta Terpelihara. Die Setem Tersuai Pengeluar Die Setem Logam
