
-
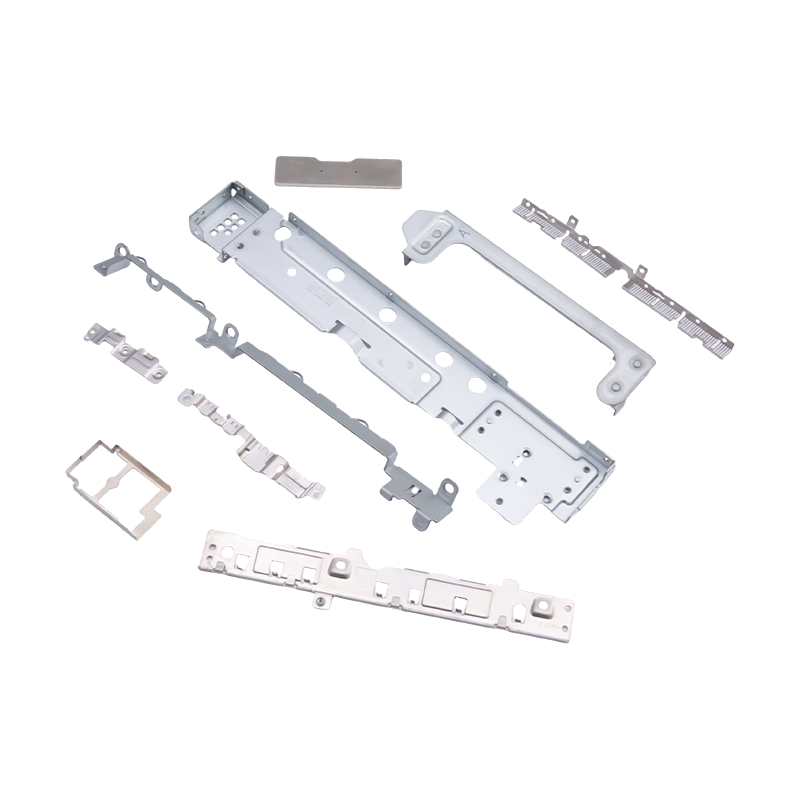
Bahagian bercop kecil untuk komputer riba dan telefon bimbit
Sebagai komponen dalaman yang penting untuk ele...
-
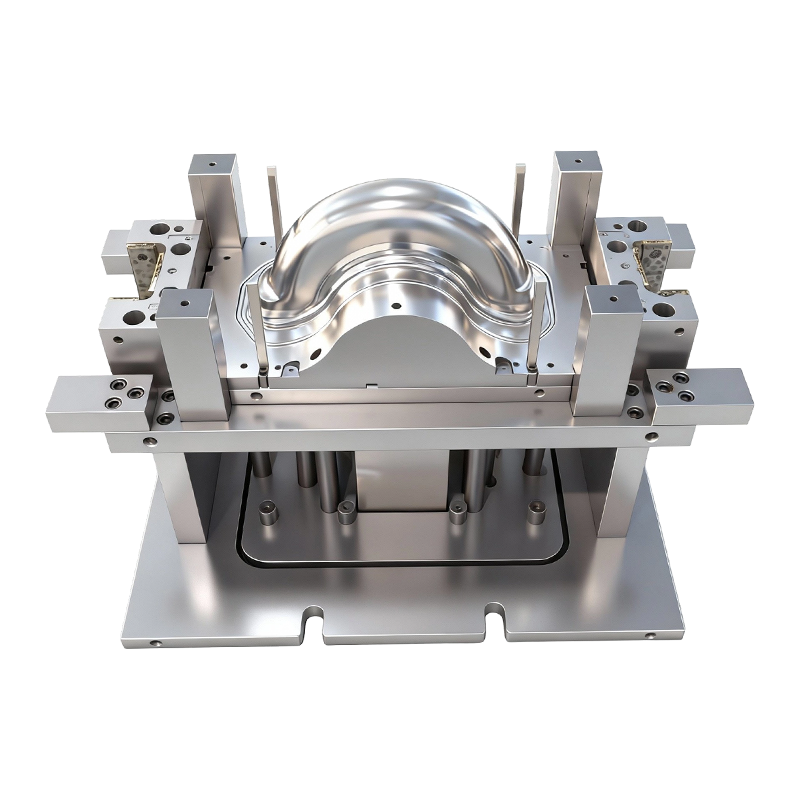
Acuan lukisan dalam untuk roda hadapan dan belakang kenderaan elektrik beroda dua
Acuan lukisan dalam untuk roda hadapan dan bela...
-
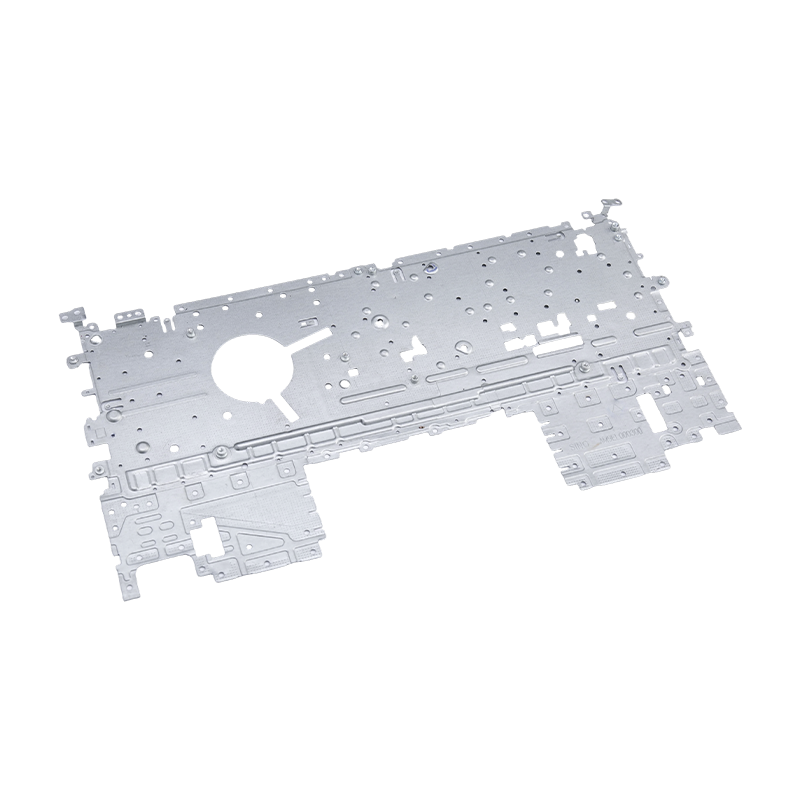
Bahagian pengecap komputer riba
Bahagian pengecap komputer riba kami ialah komp...
-
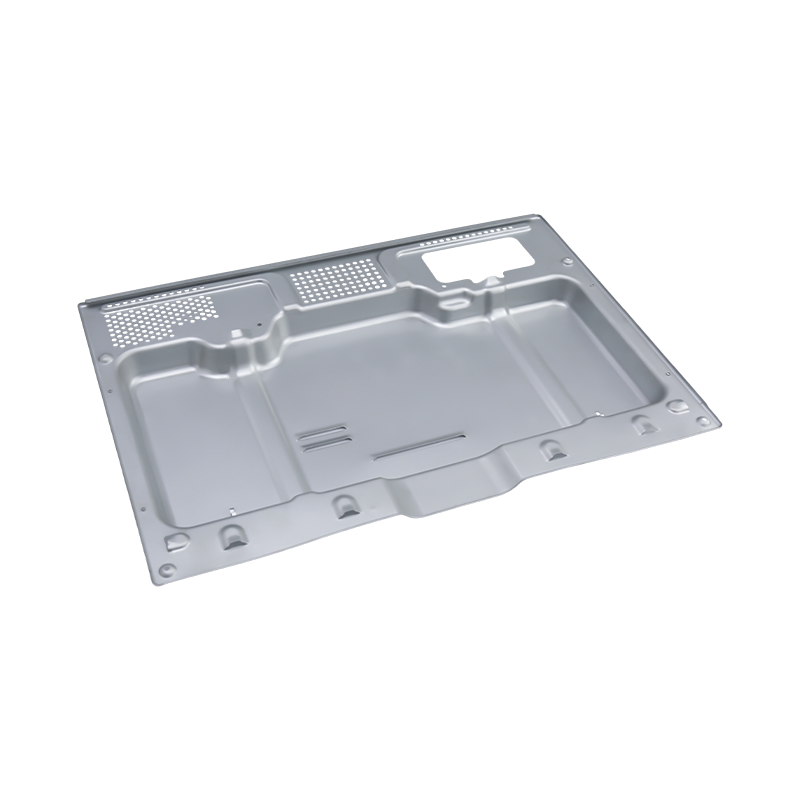
Bahagian pengecap ketuhar mewah
Bahagian pengecap ketuhar mewah kami ialah komp...
-
Bahagian pengecap komputer besar mewah
Bahagian pengecap komputer besar mewah kami ial...
Berita Industri
Rumah / Berita / Berita Industri / Bahagian Setem Logam untuk Automotif dan Peralatan Rumah: Proses, Bahan dan Standard Kualiti
Bahagian Setem Logam untuk Automotif dan Peralatan Rumah: Proses, Bahan dan Standard Kualiti
2026-03-16
Apakah Pengeluaran Setem?
Pembuatan setem ialah proses kerja logam membentuk sejuk di mana logam kepingan rata dimasukkan ke dalam mesin setem yang dilengkapi dengan set cetakan tersuai, dan daya mekanikal atau hidraulik digunakan untuk memotong, membengkok, melukis atau mengeluarkan bahan ke dalam bentuk yang ditakrifkan dengan tepat. Proses ini merangkumi rangkaian operasi yang luas — mengosongkan, menusuk, membentuk, lukisan dalam, syiling, dan pengecapan die progresif — masing-masing sesuai dengan geometri, ketebalan bahan dan volum pengeluaran yang berbeza. Apa yang menyatukan semua operasi ini ialah kelebihan asas pengecapan: keupayaan untuk menghasilkan kuantiti besar bahagian pengecapan logam yang konsisten dari segi dimensi pada kelajuan tinggi dan kos per unit yang rendah, dengan sisa bahan yang minimum berbanding kaedah pemesinan tolak.
moden pembuatan setem bergantung pada tekanan pacuan servo dan hidraulik antara 20 hingga lebih 2,000 tan daya, dipasangkan dengan perkakas ketepatan yang dihasilkan kepada had terima yang diukur dalam mikrometer. Reka bentuk cetakan dan perisian simulasi bantuan komputer membolehkan jurutera meramalkan aliran logam, springback dan penipisan sebelum sekeping keluli dipotong, secara mendadak mengurangkan kitaran pembangunan perkakas dan kadar penolakan artikel pertama. Hasilnya ialah disiplin pembuatan yang mampu menghantar bahagian pengecap logam yang memenuhi keperluan dimensi dan struktur yang menuntut sektor yang pelbagai seperti elektronik pengguna, perkakas rumah dan kejuruteraan automotif.
Proses Teras Dalam Pembuatan Stamping
Memahami operasi khusus yang membentuk pembuatan setem membantu jurutera perolehan dan pereka produk memilih pendekatan yang paling kos efektif untuk geometri komponen dan volum pengeluaran tertentu. Kategori proses utama masing-masing membawa keperluan alatan dan ciri keluaran yang berbeza.
Stamping Mati Progresif
Pengecapan die progresif menyuap jalur logam melalui satu siri stesen dalam set dadu tunggal, setiap stesen melakukan satu operasi — tebukan, torehan, lenturan atau pembentukan — semasa jalur itu maju. Pada masa jalur keluar dari stesen akhir, bahagian pengecap logam yang terbentuk sepenuhnya diasingkan daripada jalur pembawa dan dikumpulkan. Pendekatan ini sangat cekap untuk bahagian bersaiz kecil hingga sederhana yang dihasilkan dalam volum yang sangat tinggi, seperti penyambung terminal, klip pendakap, dan perkakasan pelekap perkakas, kerana keseluruhan jujukan berjalan pada kelajuan menekan tanpa pengendalian bahagian manual antara operasi.
Lukisan Dalam
Lukisan dalam menukarkan kosong logam rata menjadi cangkerang berongga dan lancar dengan menekannya ke dalam rongga dadu menggunakan penebuk. Proses ini adalah asas kepada penghasilan komponen berbentuk silinder dan kotak termasuk kurungan tab dalam mesin basuh, tin minuman dan perumah tangki bahan api automotif. Pemilihan bahan adalah penting dalam lukisan dalam: logam mesti mempamerkan kemuluran yang mencukupi dan nisbah pembentukan yang menggalakkan untuk mengalami ubah bentuk plastik besar yang diperlukan tanpa koyak atau berkedut. Keluli karbon rendah, aloi aluminium dan keluli tahan karat ialah bahan yang paling biasa dilukis dalam dalam perkakas dan aplikasi pengecapan automotif.
Pengosongan Halus
Pengosongan halus ialah proses pengecapan khusus yang menghasilkan bahagian dengan tepi yang dicukur dengan kelicinan dan kerataan yang luar biasa, menghapuskan operasi kemasan sekunder yang diperlukan oleh pengosongan konvensional. Dengan mengenakan tekanan balas dan daya gelang pancang serentak dengan daya pengosongan, pengosongan halus mengekalkan bahan dalam keadaan tegasan mampatan sepanjang proses ricih, menghasilkan permukaan potong yang licin merentasi hampir ketebalan bahan penuh. Ini menjadikan pengosongan halus sebagai proses pilihan untuk komponen angkup brek dan pendakap tempat duduk dalam aplikasi automotif, di mana kualiti tepi secara langsung mempengaruhi hayat keletihan dan pemasangan pemasangan.
Bahagian Setem Logam dalam Pembuatan Perkakas Rumah
Perkakas rumah mewakili salah satu domain aplikasi volum tertinggi untuk bahagian pengecap logam. Gabungan kerumitan struktur, keperluan ketekalan dimensi dan kepekaan kos dalam pembuatan perkakas sejajar dengan apa yang dihasilkan oleh pembuatan stamping. Merentasi kategori produk, komponen bercop mengendalikan fungsi galas, penjajaran dan penutup yang menentukan kebolehpercayaan jangka panjang perkakas.
Dalam peti sejuk, bingkai pintu yang dihasilkan melalui pembentukan gulungan dan pengecapan die progresif menyediakan perimeter tegar yang menyokong berat pintu, mengekalkan permukaan pengedap gasket dan menampung titik lampiran engsel. Ketepatan dimensi dalam bingkai ini secara langsung mempengaruhi penjajaran pintu dan kecekapan tenaga — bingkai pintu yang di luar toleransi walaupun pecahan milimeter boleh menghasilkan kebocoran gasket yang meningkatkan kekerapan kitaran pemampat dan penggunaan tenaga. Pendakap tab dalam mesin basuh, biasanya dihasilkan daripada kepingan keluli tahan karat atau tergalvani, mesti menahan beban ketidakseimbangan putaran berkelajuan tinggi dan kitaran haba berulang tanpa kegagalan keletihan. Panel casis penghawa dingin membentuk rangka struktur unit luar, memegang pemampat, kipas dan penukar haba dalam hubungan spatial yang tepat sambil menahan getaran dan pendedahan cuaca.
Ketebalan yang konsisten dan toleransi ketat bahagian pengecap logam mengurangkan jurang pemasangan merentas semua aplikasi ini, memudahkan proses pemasangan akhir, mengurangkan keperluan untuk pengikat boleh laras atau operasi shimming, dan meningkatkan kualiti kosmetik produk siap.
Bahagian Setem Logam dalam Aplikasi Automotif
Industri automotif ialah pengguna tunggal terbesar alat pengecap logam di seluruh dunia, dengan kenderaan penumpang biasa yang mengandungi beberapa ratus komponen bersetem individu daripada panel badan yang diukur dalam meter persegi kepada komponen brek ketepatan yang diukur dalam milimeter. Pembuatan setem automotif beroperasi di bawah piawaian sifat dimensi dan mekanikal yang paling ketat bagi mana-mana aplikasi komersial, kerana akibat kegagalan komponen berlanjutan kepada keselamatan penumpang dan pematuhan peraturan.
Tetulang panel badan — anggota struktur dalaman yang mengeraskan kulit pintu, panel bumbung dan pemasangan hud — dihasilkan melalui gabungan lukisan dalam, pembentukan regangan dan operasi restrike. Komponen ini mesti mencapai geometri kontur yang tepat untuk memastikan kesesuaian yang betul dengan panel luar dan kedudukan bebibir kimpalan yang tepat untuk pemasangan badan-dalam-putih. Keluli berkekuatan tinggi dan gred keluli berkekuatan tinggi termaju semakin banyak digunakan dalam tetulang badan untuk mencapai penyerapan tenaga ranap yang diperlukan dengan ketebalan dan berat bahan yang dikurangkan.
Kurungan tempat duduk adalah satu lagi kategori kritikal bahagian pengecap logam automotif. Komponen ini menambat struktur tempat duduk ke lantai kenderaan dan mesti menahan beban statik dan dinamik yang ditentukan oleh piawaian perlindungan kemalangan penumpang. Komponen pendakap tempat duduk yang dikosongkan atau dicop dengan tepat memberikan kualiti tepi dan kerataan yang diperlukan untuk tork bolt yang konsisten dan daya pengapit sendi yang boleh dipercayai sepanjang hayat perkhidmatan kenderaan. Komponen angkup brek, termasuk pelekap pendakap angkup dan plat penambat, dihasilkan dengan ketepatan dimensi yang memastikan penjajaran pad yang betul, kehausan pad sekata dan prestasi brek yang boleh diramal merentas julat suhu operasi penuh.
Pemilihan Bahan untuk Bahagian Setem Logam
Prestasi bahagian pengecap logam tidak dapat dipisahkan daripada bahan dari mana ia dibentuk. Pengilangan setem serasi dengan pelbagai jenis logam dan aloi, dan memilih bahan yang optimum memerlukan kebolehbentukan yang seimbang, sifat mekanikal, rintangan kakisan dan kos.
| bahan | Sifat Utama | Aplikasi Biasa |
| Keluli Karbon Rendah (DC01/DC04) | Kebolehbentukan yang sangat baik, kos rendah | Casis perkakas, kurungan, penutup |
| Keluli Berkekuatan Tinggi (HSLA) | Kekuatan hasil yang tinggi, kebolehkimpalan yang baik | Tetulang panel badan, struktur tempat duduk |
| Keluli Tahan Karat (304/430) | Rintangan kakisan, kemasan permukaan | Tab mesin basuh, panel perkakas |
| Aloi Aluminium (5052/6061) | Ringan, tahan kakisan | Bahagian badan automotif, sink haba |
| Keluli Tergalvani | Salutan zink, ketahanan luar | Casis penghawa dingin, pendakap luar |
Kawalan Kualiti dalam Pembuatan Stamping
Mengekalkan konsistensi dimensi merentas pengeluaran volum tinggi adalah cabaran kualiti utama dalam pembuatan setem. Haus die, variasi kelompok bahan, ketidakkonsistenan pelinciran dan pesongan katil tekan semuanya boleh memperkenalkan hanyut dimensi dari semasa ke semasa, menjadikan pengukuran sistematik dan pemantauan proses penting untuk menghasilkan bahagian pengecap logam yang kekal dalam spesifikasi merentas beribu-ribu atau berjuta-juta kitaran.
Pengeluar setem terkemuka melaksanakan sistem kualiti berlapis yang menggabungkan penderiaan dalam mati, kawalan proses statistik dan penyelarasan pemeriksaan mesin pengukur. Amalan kawalan kualiti utama termasuk:
- Pemeriksaan Artikel Pertama (FAI): Pengesahan dimensi penuh bahagian pengeluaran pertama terhadap lukisan kejuruteraan sebelum pengeluaran volum dikeluarkan.
- Persampelan dalam proses: Pengukuran berkala bagi dimensi kritikal pada selang pengeluaran yang ditentukan untuk mengesan kehausan alatan atau proses hanyut sebelum bahagian luar toleransi terkumpul.
- Pengesahan CMM: Mesin pengukur koordinat menyediakan data dimensi tiga dimensi untuk permukaan yang terbentuk kompleks yang tidak boleh disahkan dengan tolok tangan.
- Pemeriksaan permukaan dan tepi: Pemeriksaan visual dan sentuhan untuk burr, rekahan, kedutan dan kecacatan permukaan yang menjejaskan kesesuaian pemasangan atau hayat keletihan.
- Semakan pensijilan bahan: Sijil ujian bahan masuk disahkan berdasarkan keperluan spesifikasi untuk kekuatan tegangan, kekuatan hasil, pemanjangan dan berat salutan.
Mengapa Pembuatan Setem Kekal Menjadi Pilihan Pilihan
Walaupun kemunculan teknologi pembentukan alternatif termasuk pemotongan laser, pembentukan hidro, dan pembuatan bahan tambahan, pembuatan setem mengekalkan kedudukan dominannya dalam pengeluaran komponen logam volum tinggi atas sebab-sebab yang menarik dan tahan lama. Ekonomi pengecapan pada asasnya menguntungkan pada skala: setelah pelaburan perkakas dilunaskan, kos setiap keping bahagian logam yang dicop biasanya merupakan sebahagian kecil daripada apa yang boleh dicapai oleh mana-mana proses alternatif pada volum yang setara. Kelajuan tekan ratusan pukulan seminit, digabungkan dengan penyuapan gegelung automatik dan pengendalian bahagian, membolehkan kadar pengeluaran yang tidak dapat dipadankan oleh proses pembentukan logam ketepatan lain.
Di luar ekonomi, sifat mekanikal bahagian pengecap logam dipertingkatkan oleh kesan kerja sejuk yang wujud dalam proses pengecapan. Ubah bentuk plastik semasa membentuk meningkatkan kekerasan dan kekuatan hasil bahan di kawasan yang cacat melalui pengerasan kerja, menghasilkan bahagian siap dengan prestasi mekanikal yang lebih baik daripada stok kepingan asal. Kesan ini amat berharga dalam komponen automotif berstruktur di mana nisbah kekuatan kepada berat adalah pemacu reka bentuk utama. Bagi pengeluar dalam sektor perkakas dan automotif yang mencari komponen yang boleh dipercayai, kos efektif dan tepat dari segi dimensi, pembuatan setem kekal sebagai asas yang tidak dapat dipertikaikan bagi rantaian bekalan komponen logam moden.
Catatan Sebelumnya
Panduan Bahagian Setem & Lukisan Logam
Catatan Seterusnya
Apakah Perbezaan Utama Antara Micro-Stamping dan Bahagian Elektronik Standard?
kami Produk.

Mulakan Perniagaan Anda dengan Pengeluar OEM Di Sini!
Menyediakan pelanggan global dengan penyelesaian kunci yang lengkap
melalui
inovasi!
PAUTAN CEPAT
BERITA
MAKLUMAT HUBUNGI.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
No. 118 Yexin Road, Zon Pembangunan Ekonomi Wujiang, Suzhou, China
Hak Cipta © Suzhou Shuangqisi Mould Equipment Co., Ltd. Hak Cipta Terpelihara. Die Setem Tersuai Pengeluar Die Setem Logam
